
無縫管生產簡介
manufacturing process of seamless tube and pipe

用穿孔等方法生產周邊無接縫的鋼管或其他金屬管和合金管。無縫管的外徑范圍為 0.1~1425mm,壁厚為0.01~200mm。除圓形管外,還有各種異形斷面管和交斷面管。
生產方法和簡史 無縫管的生產方法很多。無縫鋼管根據交貨要求,可用熱軋(約占80~90%)或冷軋、冷拔(約占10~20%)方法生產。熱軋管用的坯料有圓形、方形或多邊形的錠、軋坯或連鑄管坯,管坯質量對管材質量有直接的影響。
熱軋管有三個基本工序:
①在穿孔機上將錠或坯穿成空心厚壁毛管;
②在延伸機上將毛管軋薄,延伸成為接近成品壁厚的荒管;
③在精軋機上軋制成所要求的成品管。
軋管機組系列以生產鋼管的最大外徑來表示(見軋機) 無縫鋼管生產方法見表1[無縫鋼管的生產方法]
無縫鋼管生產方法見表1[無縫鋼管的生產方法]
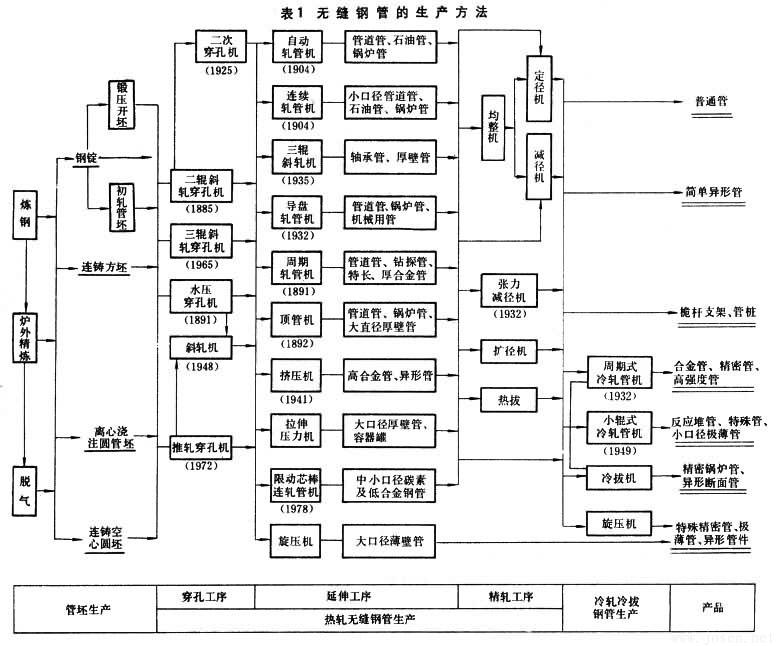
,括號中數字為創制年代。
無縫鋼管生產有近 100年的歷史。德國人曼尼斯曼兄弟于1885年首先發明二輥斜軋穿孔機,1891年又發明周期軋管機,1903年瑞士人施蒂費爾(R.C.Stiefel)發明自動軋管機(也稱頂頭式軋管機),以后又出現了連續式軋管機和頂管機等各種延伸機,開始形成近代無縫鋼管工業。20世紀30年代由于采用了三輥軋管機、擠壓機、周期式冷軋管機,改善了鋼管的品種質量。60年代由于連軋管機的改進,三輥穿孔機的出現,特別是應用張力減徑機和連鑄坯的成功,提高了生產效率,增強了無縫管與焊管競爭的能力。70年代無縫管與焊管正并駕齊驅,世界鋼管產量以每年 5%以上的速度遞增。中國1953年后重視發展無縫鋼管工業,已初步形成軋制各種大、中、小型管材的生產體系。銅管一般也采用錠坯斜軋穿孔、軋管機軋制、盤管拉伸工藝。
自動軋管生產 生產無縫鋼管的方式之一。生產設備由穿孔機、自動軋管機、均整機、定徑機和減徑機等組成。其生產工藝流程見圖1[ 自動軋管和連軋管工藝流程]
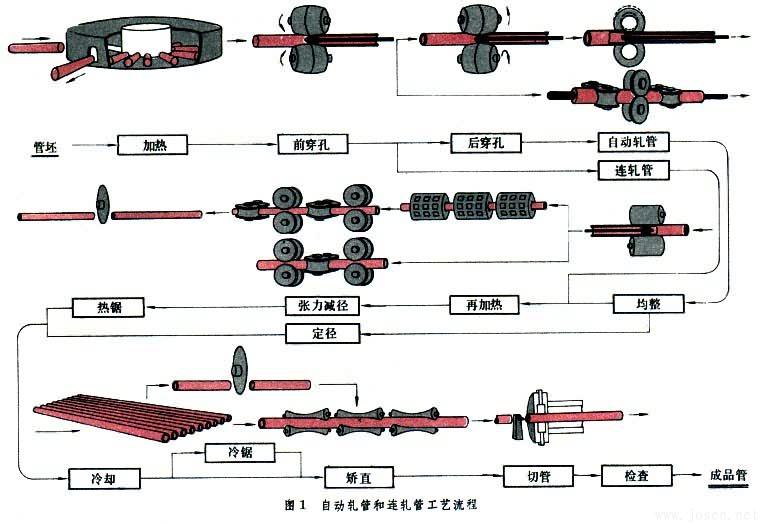
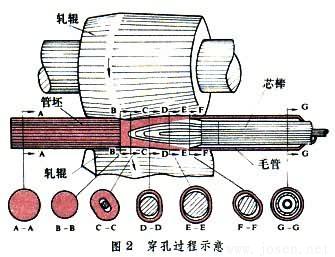
。圓管坯穿軋成空心的厚壁管(毛管),兩個軋輥的軸線與軋制線構成一個傾斜角。近年來傾斜角已由6°~12°增至13°~17°,使穿孔速度加快。生產直徑250mm以上鋼管,采用二次穿孔,以減少毛管的壁厚。帶主動旋轉導盤穿孔、帶后推力穿孔、軸向出料和循環頂焊等新工藝也取得一定的發展,從而強化了穿孔過程,改進了毛管質量。
自動軋管機 把厚壁毛管軋成薄壁荒管
一般經2~3道次,軋制到成品壁厚,總延伸率約為1.8~2.2。70年代以來,用單孔槽軋輥、雙機架串列軋機、雙槽跟蹤軋制和球形頂頭等技術,都提高了生產效率,實現了軋管機械化。
均整機 結構與穿孔機相似。均整的目的在于消除內外表面缺陷和荒管的橢圓度,減少橫向壁厚不均勻。近年采用三輥均整機,提高了均整機變形量和均整效率。
定徑機 由3~12架組成,減徑機由 12~24架組成,減徑率約達3~28%。50年代出現的張力減徑機,在調整輥速和減徑的同時,以適當的張力控制壁厚。新型張力減徑機一般用三輥式,有18~28架,最大減徑率達80%,減壁率達44%,出口速度達每秒18mm。張力減徑機有兩端增厚的缺點,可用“頭尾端部突加電氣控制”或微張力減徑消除。
自動軋管機組 常用系列有外徑為100mm、140mm、250mm和400mm四種,生產外徑17~426mm鋼管。機組的特點是在穿孔機上實現主要變形,規格變化較靈活,生產品種范圍較廣。由于連續軋管技術的發展,已不再建造140mm以下的機組。
連續軋管生產 生產設備由穿孔機、連續軋管機、張力減徑機組成。工藝流程見圖1[ 自動軋管和連軋管工藝流程]
。圓坯穿成毛管后插入芯棒,通過7~9架軋輥軸線互呈90°配置的二輥式軋機連軋。軋后抽芯棒,經再加熱后進行張力減徑,可軋成長達165m的鋼管。140mm連續軋管機組年產40~60萬噸,為自動軋管機組的2~4倍。這種機組的特點是適于生產外徑168mm以下鋼管,設備投資大,裝機容量大,芯棒長達30m,加工制造復雜。70年代后期出現的限動芯棒連續軋管機(MPM),軋制時外力強制芯棒以小于鋼管速度運動,可改善金屬流動條件,用短芯棒軋制長管和大口徑鋼管。
周期軋管生產 以多邊形和圓形鋼錠或連鑄坯作原料,加熱后經水壓穿孔成杯形毛坯,再經二輥斜軋延伸機軋成毛管,然后在帶有變直徑孔槽的周期軋管機上,軋輥轉一圈軋出一段鋼管(圖3[ 周期軋管過程]

)。周期軋管機又稱皮爾格爾(Pilger)軋管機。周期軋管生產是用鋼錠作原料,宜于軋制大直徑的厚壁鋼管和變斷面管。
三輥軋管生產 主要用于生產尺寸精度高的厚壁管。這種方法生產的管材,壁厚精度達到 ±5%,比用其他方法生產的管材精度高一倍左右。工藝流程見圖4[ 三輥軋管機組生產流程]
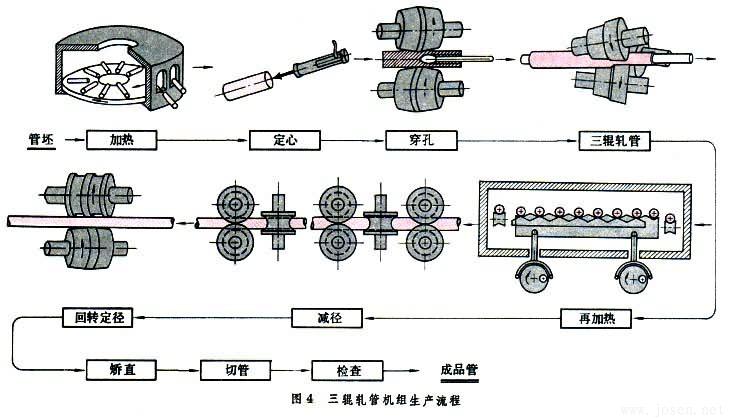
。60年代由于新型三輥斜軋機(稱Transval軋機)的發明,這種方法得到迅速發展。新軋機特點是軋到尾部時迅速轉動入口回轉機架來改變輾軋角,從而防止尾部產生三角形,使生產品種的外徑與壁厚之比,從12擴大到35,不僅可生產薄壁管,還提高了生產能力。
頂管生產 傳統的方法是方坯經水壓穿孔和斜軋延伸成杯形毛管,由推桿將長芯棒插入毛管杯底,順序通過一系列孔槽逐漸減小的輥式模架,頂軋成管。這種生產方法設備投資少,可用連鑄坯,能生產直徑達1070mm、壁厚到200mm的特大特厚的管,但生產效率低,壁厚比較厚,管長比效短。出現CPE法的新工藝后,管坯經斜軋穿孔成荒管,收口后頂軋延伸成管,克服了傳統方法的一些缺點,已成為無縫管生產中經濟效益較好的方法。
擠壓管生產 首先將剝皮圓坯進行穿孔或擴孔,再經感應加熱或鹽浴加熱,并在內表面涂敷潤滑劑送入擠壓機,金屬通過模孔和芯棒之間環狀間隙被擠成管材(圖5[擠壓管生產流程]
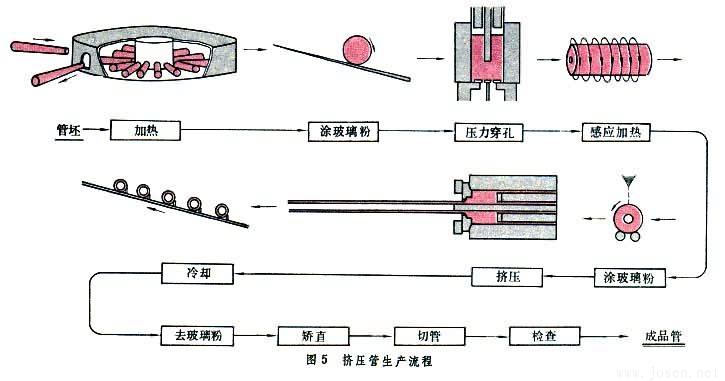
)。主要用于生產低塑性的高溫合金管、異型管及復合管、有色金屬管等。這種方法生產范圍廣,但產量低。近年來,由于模具材料、潤滑劑、擠壓速度等得到改進,擠壓管生產也有所發展。
導盤軋管生產 又稱狄塞耳(Diessel)法
穿孔后帶長芯棒的毛管在導盤軋管機上軋成薄壁管材。軋機類似二輥斜軋穿孔機,只是固定導板改成主動導盤。由于用長芯棒生產,管材內壁光滑,且無刮傷;但工具費用大,調整復雜。主要用于生產外徑 150mm以下普通用途的碳素鋼管。目前使用較少,也無很大的發展前景。
旋壓管生產 將平板或空心毛坯在旋壓機上經一次或多次旋壓加工成薄壁管材。管子精度高,機械性能好,尺寸范圍廣,但生產效率低。主要用于生產有色金屬管材,但也越來越多地用于生產鋼管。旋壓管材除用于生產生活器具、化工容器和機器零件外,多用于軍事工業。
70年代,采用強力旋壓法已能生產管徑達6000mm、直徑與壁厚之比達 10000以上的大直徑極薄圓管和異形管件。
冷軋、冷拔管生產 用于生產小口徑薄壁、精密和異形管材。生產特點是多工序循環工藝。用周期式冷軋管機冷軋,其延伸率可達6~8(圖6[冷軋管機]
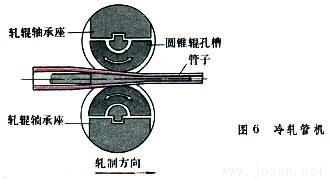
)。60年代開始向高速、多線、長行程、長管坯方向發展。此外,小輥式冷軋管機也得到發展
主要用于生產壁厚小于1mm極薄精密管材,冷軋設備復雜,工具加工困難,品種規格變換不靈活;通常采用冷軋、冷拔聯合工藝,即先以冷軋減壁,獲得大變形量,然后以冷拔獲得多種規格。

























































