

對(duì)于傳熱動(dòng)力學(xué),熱流密度數(shù)據(jù)的最重要特性是從探頭浸入到達(dá)到最大流密度(tQmax ) 所用的時(shí)間。礦物油的tQmax 值是14s,而 PAG 溶液的是72s。PAG 測(cè)試提供了一個(gè)預(yù)冷淬火的例子。
由于熱流密度是對(duì)真實(shí)傳熱的測(cè)量,兩種淬火冷卻介質(zhì)“表面下1. 5mm和表面”的曲線,圖1 b)的對(duì)比就顯得令人關(guān)注。對(duì)于油淬,Q從200kW/m2 增加到其最大值 2600kWm2只需要 12.5s,而Q降回200kW/m2 需要35s。對(duì)于聚合物溶液淬火,Q從200kW/m2 增加到其最大值2250kW/m2 所需時(shí)間增加至67s~5.4min, 但Q降回200kW/m2僅需23s~1.5min。
這些數(shù)據(jù)清楚地顯示了這兩種淬火過(guò)程之間傳熱動(dòng)力學(xué)的明顯差異。油淬的特點(diǎn)是從一開(kāi)始就迅速冷卻,而 PAG 溶液淬火的特點(diǎn)是吸熱過(guò)程中長(zhǎng)時(shí)間的相對(duì)緩慢冷卻,以及隨后在聚合物膜破裂后出現(xiàn)的溫度驟然升高。這反映了冷卻速度顯著的不連續(xù)改變,對(duì)淬火中鋼制品行為轉(zhuǎn)變的有特定的影響。
探頭的三個(gè)熱電偶的冷卻速度隨表面溫度變化的曲線如圖2 所示,圖2 a)為在礦物油中冷卻,圖2 b)為在25%的 PAG 溶液中冷卻。注意:PAG 溶液淬火的最大冷卻速度出現(xiàn)在探頭表面以下1. 5mm處。觀察在表面下1. 5mm處用熱電偶測(cè)得的PAG溶液的冷卻曲線,見(jiàn)圖2 a),該曲線在570℃處的斜率有明顯改變,反映了冷卻速度的不連續(xù)改變。

1.2 可展示的溫度場(chǎng)
用在Liscic/Nanmac探頭一半長(zhǎng)度的橫截面處測(cè)量的溫度計(jì)算隨時(shí)間變化的傳熱系數(shù)值,開(kāi)發(fā)了一個(gè)二維傳熱計(jì)算機(jī)程序,來(lái)計(jì)算淬火期間的溫度場(chǎng),這一程序可用來(lái)產(chǎn)生淬火過(guò)程中傳熱動(dòng)力學(xué)的圖形顯示。以一個(gè)不銹鋼試樣(Φ50mm×200mm) 為例,將其分別淬入礦物油和25%的PAG 溶液中后16s、42s、88s和120s的圖形如圖3 所示。這些圖形更加清楚地顯示了兩種淬火間傳熱動(dòng)力學(xué)的顯著差異。
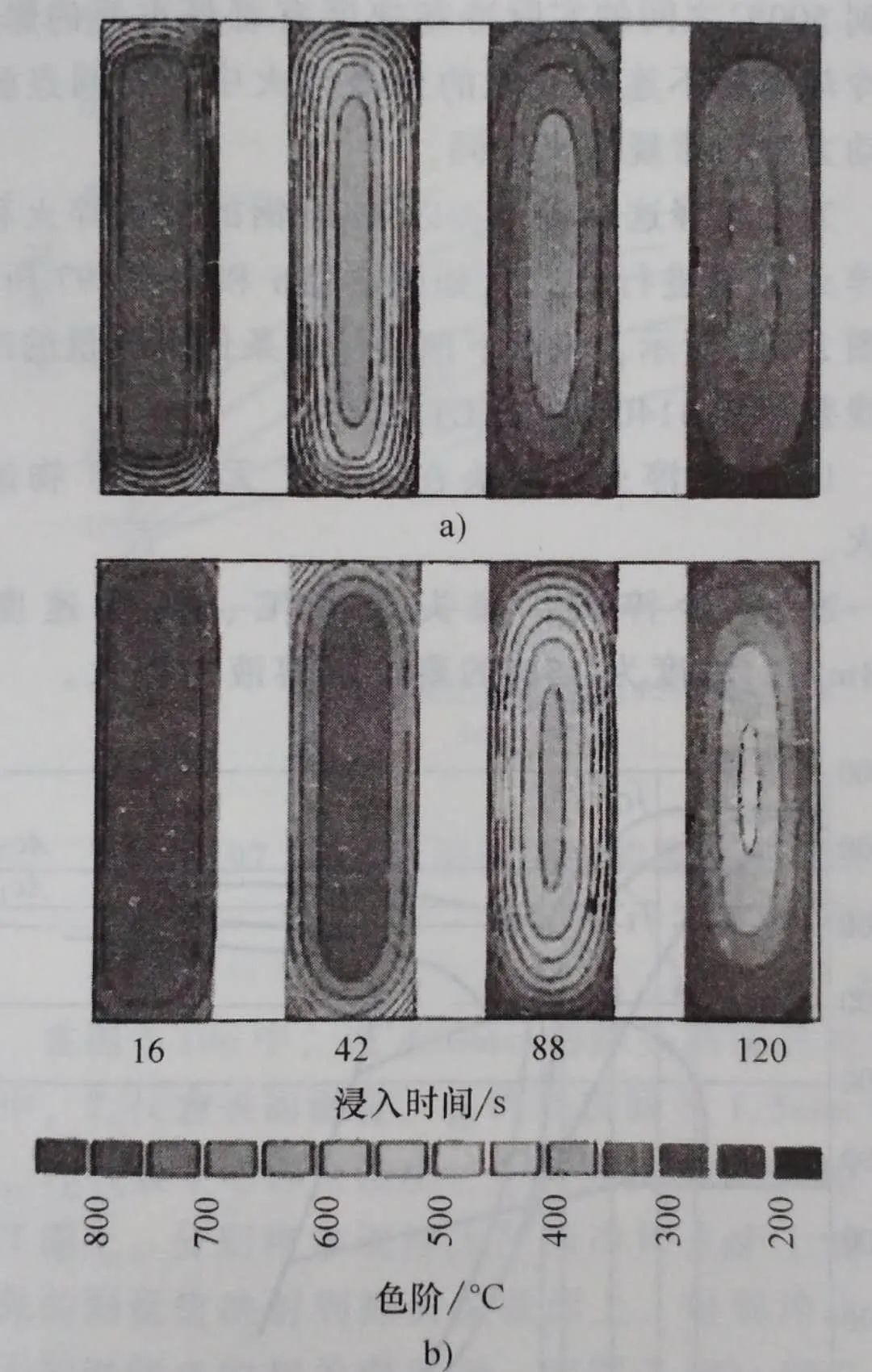
需要強(qiáng)調(diào)的是,對(duì)于相變動(dòng)力學(xué),關(guān)鍵的是A1 溫度以下的冷卻速度,而不是從奧氏體化溫度到A1 的冷卻速度。例如,對(duì)于 AISI 4140鋼,A1 溫度是730℃,根據(jù)圖3 分析半長(zhǎng)度處橫截面的中心與表面之間的平均徑向溫度梯度,結(jié)果見(jiàn)表1 。
▼表1 試樣中心與表面的平均溫度梯度

可從這些值和計(jì)算的溫度場(chǎng)(圖3 ) 得出以下信息:
1) 對(duì)于具有連續(xù)冷卻速度的常規(guī)鋅火(礦物油測(cè)試), 試樣中心在關(guān)鍵溫度范圍(700℃ 降至400℃) , 即42~88s 之間的冷卻過(guò)程中出現(xiàn)了一個(gè)下降的溫度梯度,也就是說(shuō),出現(xiàn)一個(gè)從中心到表面不斷下降的熱流密度。一旦表面溫度下降至一個(gè)低值(約200℃, 88s后), 由于工件表面和周?chē)慊鹨褐g的溫差很小,傳熱基本上停止了。這種傳熱動(dòng)力學(xué)造成了一個(gè)常規(guī)的硬度分布:中心的硬度大幅低于表面的硬度。
2) 對(duì)于冷卻速度不連續(xù)變化的預(yù)冷淬火(25%的PAG 溶液測(cè)試), 試樣中心在關(guān)鍵溫度范圍(750℃降至600℃) , 即42~88s之間的冷卻過(guò)程中出現(xiàn)了一個(gè)增長(zhǎng)的溫度梯度,也就是說(shuō),從中心到表面熱流密度逐漸增加。結(jié)果是中心硬度增加至高于表面硬度,可稱為逆淬火。
2 冶金方面
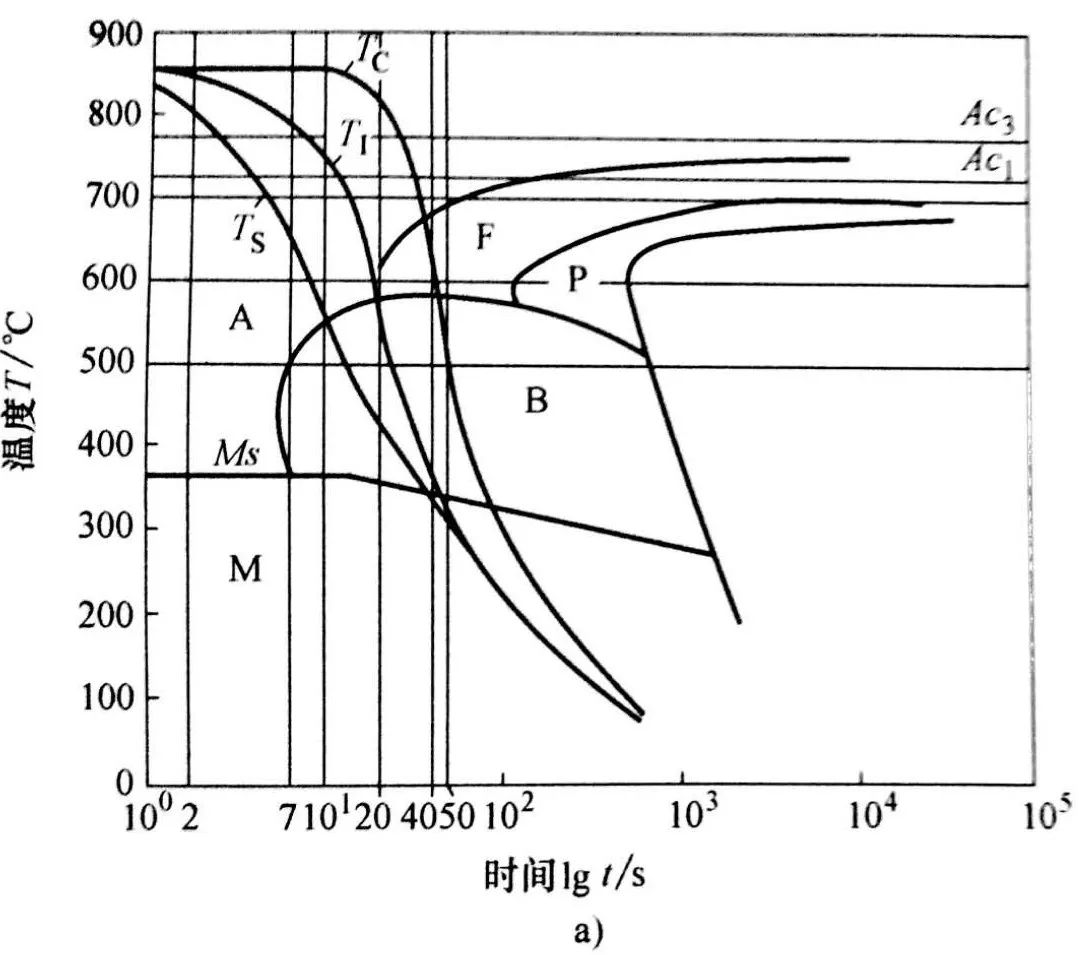
將奧氏體化的工件浸入淬火介質(zhì)時(shí),開(kāi)始了兩個(gè)不同的過(guò)程:放熱(熱力學(xué)過(guò)程)和微觀結(jié)構(gòu)轉(zhuǎn)變(冶金過(guò)程)。實(shí)際上,沿橫截面半徑的每個(gè)點(diǎn)的微觀結(jié)構(gòu)轉(zhuǎn)變發(fā)生的時(shí)間點(diǎn)并不同,當(dāng)各點(diǎn)處溫度降至A1 時(shí)才開(kāi)始(依TTT圖的規(guī)律)轉(zhuǎn)變。開(kāi)始轉(zhuǎn)變的時(shí)間取決于橫截面的尺寸和淬火冷卻介質(zhì)的冷卻強(qiáng)度。在每個(gè)特定點(diǎn)處得到的硬度取決于轉(zhuǎn)變后顯微組織的成分,轉(zhuǎn)變后顯微組織的成分又在很大程度上取決于鋼材的淬透性,也就是在每條等溫線處孕育期的長(zhǎng)短。因?yàn)樵跈M截面的每個(gè)點(diǎn)上,只有當(dāng)溫度低于A1 時(shí),轉(zhuǎn)變所需的孕育期有意義,因此,從A1 到Ms區(qū)段的冷卻時(shí)間是最重要的。
清水和塔穆拉發(fā)現(xiàn),在冷卻速度不連續(xù)變化的淬火中,珠光體轉(zhuǎn)變不同于常規(guī)連續(xù)冷卻轉(zhuǎn)變圖(CCT ) 的預(yù)測(cè),這個(gè)轉(zhuǎn)變與冷卻速度變化之前孕育期的長(zhǎng)短有關(guān)。在預(yù)冷淬火中,有些孕育期全都耗費(fèi)在了工件的表面上,而沒(méi)有耗費(fèi)在中心部位,因?yàn)槟抢锏臏囟冗€沒(méi)降到A1 ,所以,孕育期還沒(méi)有開(kāi)始。
參見(jiàn)預(yù)冷淬火原理圖如圖4 a)。z 是在任意一條等溫線上給定的總孕育時(shí)間,是直至轉(zhuǎn)變開(kāi)始的時(shí)間,而 x 是冷卻速度不連續(xù)變化前的孕育時(shí)間。

▲圖4 預(yù)冷淬火導(dǎo)致逆淬火的原理圖
在點(diǎn)P以下進(jìn)一步冷卻,將出現(xiàn)一個(gè)大幅升高的冷卻速度轉(zhuǎn)變開(kāi)始,曲線發(fā)生改變,如圖4 b)所示。因?yàn)橹行牟课粵](méi)有消耗孕育時(shí)間,中心部位的冷卻曲線起始于A1 溫度處(時(shí)間為0 ) 。此時(shí)中心部位的冷卻曲線橫穿了珠光體相區(qū)以下的區(qū)域,結(jié)果是中心部位得到了區(qū)域的組織,所以硬度高于表面的硬度。
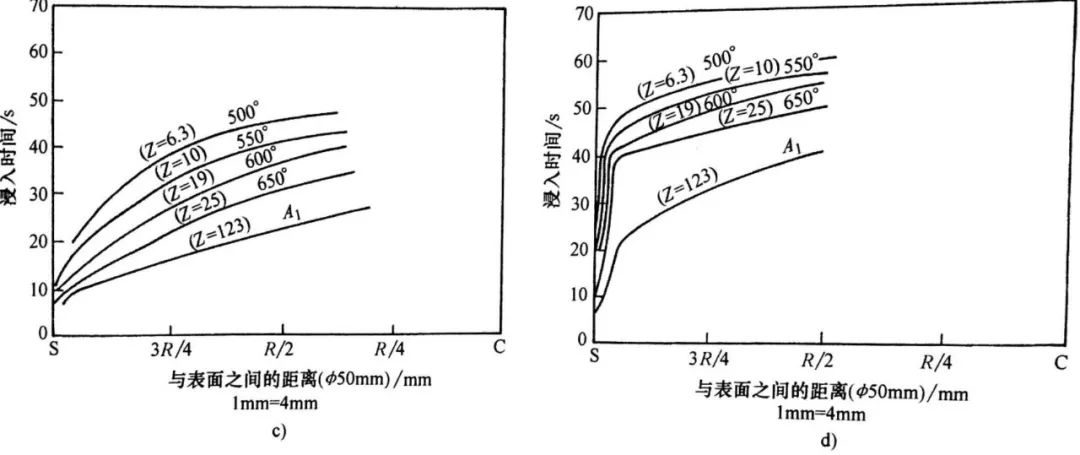
從淬火期間放熱的動(dòng)力學(xué)和橫截面不同點(diǎn)處形成的硬度可以得出一個(gè)結(jié)論:在與表面不同距離處,A1 到500℃之間的實(shí)際冷卻速度有著最重要的影響。在冷卻速度不連續(xù)變化的預(yù)冷淬火中,不同點(diǎn)熱動(dòng)力學(xué)與常規(guī)淬火不同。
為了解釋這一現(xiàn)象,以4140鋼的常規(guī)淬火和冷淬火為例進(jìn)行研究,如圖6 所示,將以下兩種淬火條件下測(cè)量的冷卻曲線疊加在4140 鋼的 CCT 圖上:
1) 常規(guī)淬火:探頭在20℃、無(wú)攪拌礦物油中淬火。
2) 預(yù)冷淬火:探頭在40℃、攪拌速度0.8m/s、濃度15%的 PAG 溶液中淬火。


3 逆淬火(可控預(yù)冷淬火)的淬火介質(zhì)
對(duì)于單個(gè)工件的淬火,噴霧淬火技術(shù)自身就能夠?qū)崿F(xiàn)可控預(yù)冷淬火,因?yàn)槟軌驅(qū)婌F的起始進(jìn)行預(yù)設(shè)。對(duì)于成批工件的浸入淬火,高濃度的 PAG 溶液是僅有的淬火冷卻介質(zhì),通過(guò)改變?nèi)芤褐芯酆衔锏臐舛龋蓪?shí)現(xiàn)淬火的預(yù)先設(shè)定和可控延遲。
4 工件逆淬火后的性能
逆淬火導(dǎo)致心部硬度高于表面硬度,工件表面?zhèn)鳠岬念A(yù)期改變,導(dǎo)致放熱主要來(lái)自心部。淬硬深度的增加取決于鋼材的淬透性和橫截面尺寸。這就可以通過(guò)控制傳熱,來(lái)影響硬度分布,從而影響性能。
4.1 硬度分布
圖8 中左側(cè)的曲線是Φ50mm 的AISI 4140鋼棒在20℃無(wú)攪拌的礦物油中淬火后橫截面上常規(guī)的硬度分布情況;右側(cè)的曲線是同樣材質(zhì)的鋼棒在溫度為40℃、攪拌速度為0.8m/s、濃度為25%的PAG 溶液中淬火后,測(cè)得的相反的硬度分布情況。從圖中可見(jiàn),預(yù)冷淬火是如何顯著增加硬化深度的。
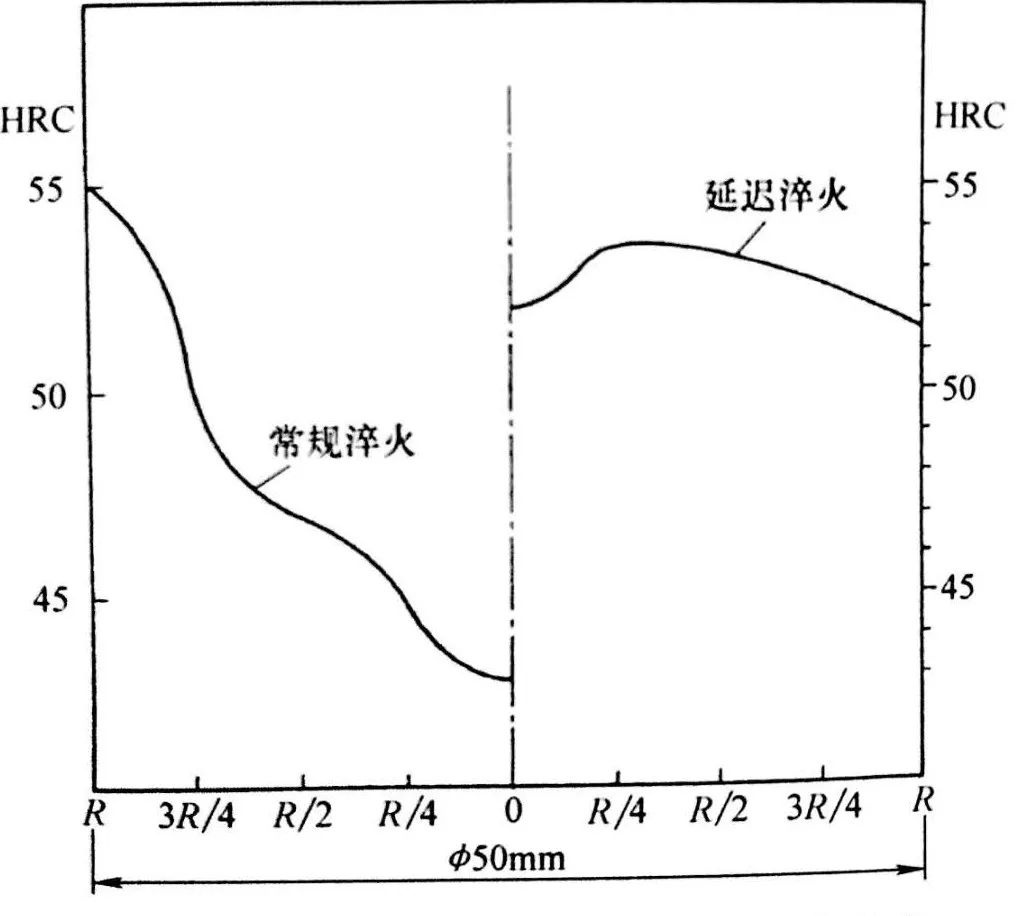
的UCON-E溶液中淬火后的相反硬度分布
4140 常規(guī)淬火和預(yù)冷淬火,經(jīng)480℃回火2h后,硬度分布曲線如圖9 所示。
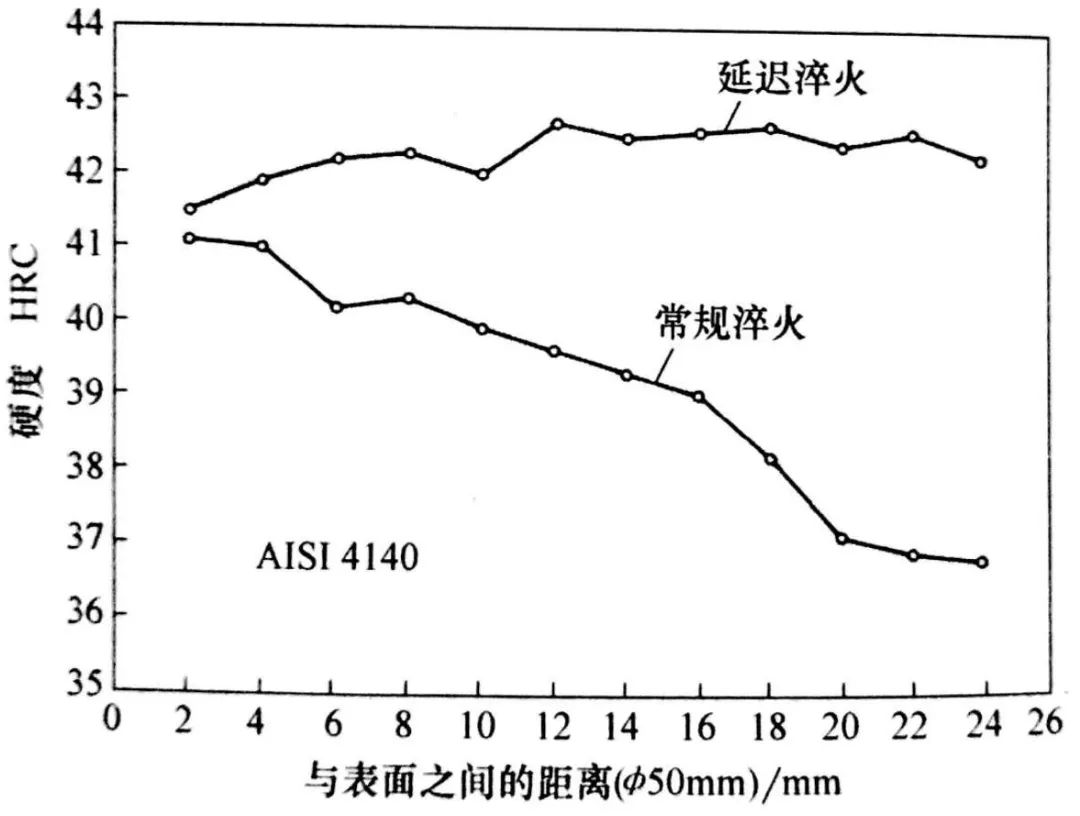
▲圖9 480℃回火2小時(shí)候的硬度分布
回火不影響常規(guī)硬度分布曲線的形狀,逆淬火的曲線在整個(gè)橫截面上比較平緩。一般情況下淬火硬度高,回火后硬度也高,淬火硬度低,回火后硬度也低,但高淬火硬度回火后下降幅度稍大。逆淬火+回火的鋼件的心部硬度比常規(guī)淬火+回火高出6HRC, 所以,顯微組織基本都是由回火馬氏體組成的。但就就力學(xué)性能而言,眾所周知,回火的細(xì)晶馬氏體具有最高的韌性,尤其是在強(qiáng)度水平高的情況下。
4.2 對(duì)疲勞強(qiáng)度的影響
用統(tǒng)一路號(hào)的 Φ50mm×300mm 4140 鋼試樣做彎曲疲勞測(cè)試。試樣在保護(hù)氣氛中 860℃ 奧氏體化,然后分別做常規(guī)淬火和逆淬火。
試樣在20℃、無(wú)攪拌的礦物油中淬火熱處理,獲得常規(guī)硬度分布。在40℃、攪拌速度0.8m/s、濃度25%的PAG 溶液中淬火熱處理,獲得相反硬度分布。淬火之后,試樣在真空爐中以500℃回火2h。
裂紋擴(kuò)展速度由總測(cè)試周期中裂紋的生長(zhǎng)比例(百分比)表征:
( Nf-Nc ) /Nf
其中 Nf 是測(cè)試結(jié)束時(shí)的循環(huán)次數(shù),Nc 是第一道裂紋出現(xiàn)時(shí)的循環(huán)次數(shù)(Nc 是試樣的剛度開(kāi)始下降時(shí)的循環(huán)次數(shù))。
疲勞測(cè)試是在頻率為16Hz、應(yīng)力比 R 為0的不同正弦脈沖荷載條件下進(jìn)行的,將測(cè)試結(jié)果繪成S-N曲線(見(jiàn)圖10 ) , 也就是名義應(yīng)力振幅與到初始開(kāi)裂時(shí)的疲勞壽命(循環(huán)次數(shù))的關(guān)系曲線,盡管測(cè)試數(shù)量不多,仍能看出具有相反硬度分布的試樣的疲勞壽命比具有常規(guī)硬度分布的試樣的長(zhǎng)。

例如,在大部分測(cè)試所用的 270MPa應(yīng)力條件下,疲勞壽命增加了約7倍。同樣可觀察到,對(duì)具有相反硬度分布的試樣的測(cè)試,裂紋擴(kuò)展部分更加均衡,總計(jì)達(dá)總疲勞壽命的13%~20%。
5 總結(jié)
1)可控預(yù)冷淬火即逆淬火技術(shù),基于冷卻速度的不連續(xù)變化,與常規(guī)淬火實(shí)踐相比,很有可能會(huì)增加硬化深度。
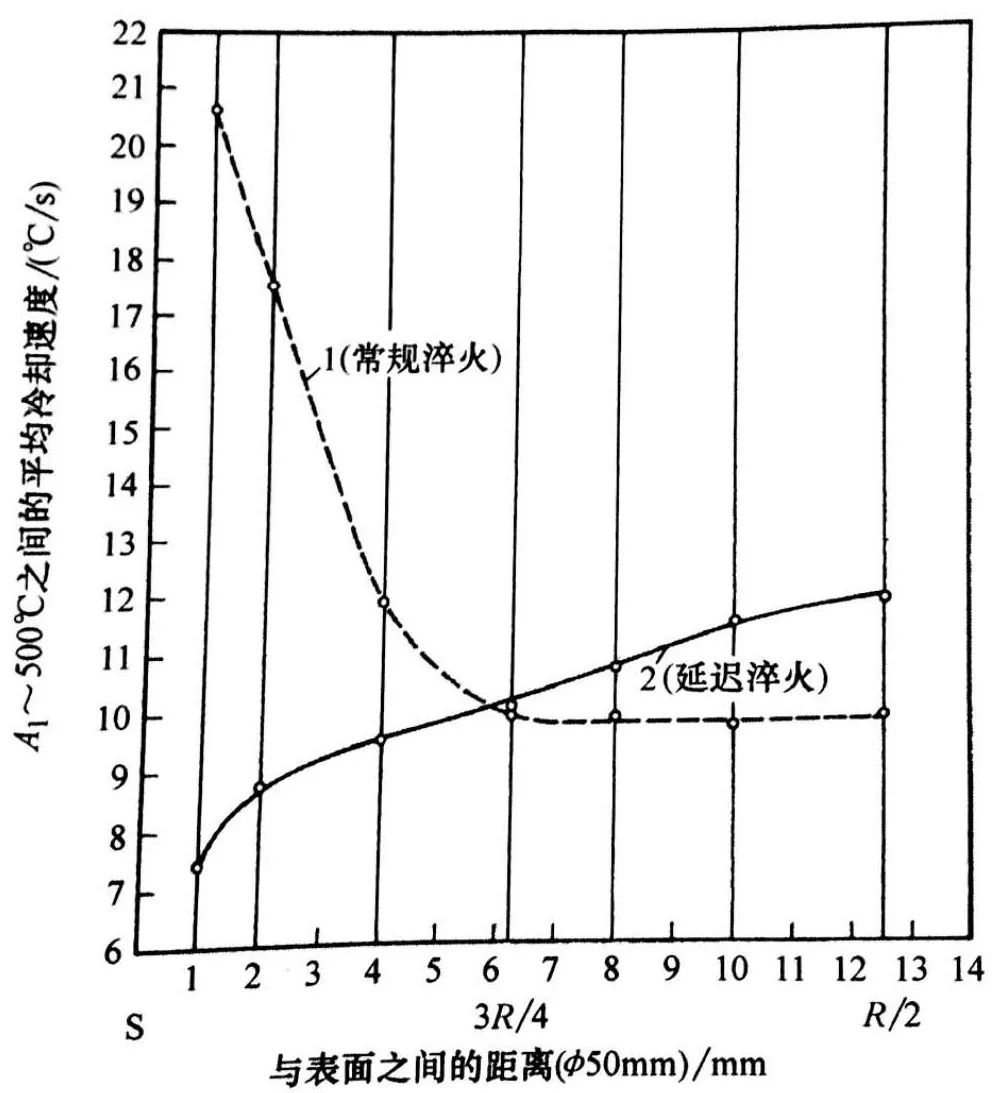
2)常規(guī)淬火,A1 到500℃的關(guān)鍵溫度范圍內(nèi)的平均冷卻速度從表面到中心是降低的;而在預(yù)冷淬火中,它是增加的。
3)預(yù)冷淬火亦即逆淬火對(duì)硬度分布的影響取決于鋼的淬透性和橫截面尺寸。
4)預(yù)冷淬火可以使低淬透性鋼材獲得更大的硬化深度。
5)對(duì)于批量工件的浸入淬火,高濃度的聚合物(PAG ) 溶液是僅有的適用于可控預(yù)冷淬火的淬火冷卻介質(zhì)。除了液溫和攪拌速度,能夠進(jìn)行控制的主要參數(shù)是聚合物濃度,聚合物膜厚度便取決于此,因此預(yù)冷淬火也取決于聚合物濃度。
?來(lái)源:每天學(xué)點(diǎn)熱處理
掃二維碼分享給你的朋友。2、點(diǎn)下面的鏈接分享到朋友圈。")
| |
|
? 請(qǐng)關(guān)注 微信公眾號(hào): steeltuber. 轉(zhuǎn)載請(qǐng)保留鏈接: http://m.yaqiao.net.cn/Steel-Knowledge/1601263946.html
|