激光增材制造是基于材料離散-逐漸累加方式制造實體零件的近凈成形技術。該技術通常以金屬粉末為原料,通過三維模型預分層處理設定激光掃描路徑,采用高能量激光束按照設定的掃描路徑逐層熔化金屬粉末,使其快速凝固、堆積而形成高性能構件。
激光增材制造主要分為激光直接能量沉積(LDED)和激光選區熔化(SLM)兩種。LDED技術具有以下特點:高效率無模成形,成形尺寸不受限制,適合大尺寸工件的成形;可實現多種材料的混合加工,實現梯度材料的制造;可對損傷零件實現快速修復;工件成形復雜度、精度和表面質量較低。相比而言,SLM技術具有較高的成形精度,且成形件具有良好的力學性能,拉伸性能一般可達鍛件水平;但其成形效率較低,成形件的尺寸受到鋪粉工作箱的限制,因此不適合用來制造大型的整體零件。目前,激光增材制造技術已在汽車、生物醫療和航空航天等領域得到廣泛的應用和發展。
在增材制造過程中,金屬材料經歷快速加熱、凝固和冷卻過程,在此過程中會形成較大的熱應力以及由固態相變引起的組織應力。這些應力在成形結束后殘留在工件內部而成為殘余應力。若殘余應力超過材料本身的屈服強度,成形件就會發生變形,導致尺寸精度及使用性能的降低。因此,增材制造金屬零部件的變形一直是國內外增材制造領域的研究熱點之一。
在增材制造過程中,金屬材料經歷循環往復的驟熱驟冷過程,會產生較大的溫度梯度并產生較大的殘余應力,最終導致工件變形甚至開裂。
在激光作用下,金屬材料熔化形成熔池,熔池在凝固過程中發生收縮,并且在隨后的冷卻過程中發生進一步收縮;由于溫度分布不均勻,并且成形件形狀復雜,成形件不同區域的收縮不均勻。
同時,增材制造是一個逐層加工過程,在后一道激光掃描過程中,鄰近熔池的先凝固材料(沉積層)再次經歷復雜的熱循環,繼續發生膨脹和收縮,導致殘余應力的增加。當殘余應力超過材料的屈服強度時成形件發生變形,嚴重時甚至發生開裂,從而降低成形件的尺寸精度和完整性。在SLM增材制造過程中,如果沉積層向上翹曲的變形量太大,碰撞到鋪粉或送粉裝置,則會導致增材制造進程停止,甚至損壞鋪粉或送粉裝置。
增材制造零部件變形的測定主要包括成形結束后對成形件輪廓的測量和成形過程中的原位測量。成形件輪廓測量主要包括三坐標測量(CMM)、3D激光掃描測量和計算機斷層掃描測量(CT)3種方法。
3D激光掃描測量技術和CT技術通過掃描成形件構建出成形件的幾何模型,并與設計的制造模型進行對比來分析成形件的變形情況;CMM技術通過三維探針對成形件上選定的點進行測量,其系統軟件會自動計算出選定點的變形量。原位測量技術主要包括激光位移傳感器(LDS)和數字圖像相關(DIC)技術。激光增材制造過程中零部件的變形是一個動態累積過程,原位測量可以對每加工一層后工件的變形進行實時監測,可以更好地研究層間效應對變形的影響。因此,通過原位測量實時監測變形量以反饋工藝參數等因素對變形的影響是未來研究的主要方向。
工藝參數會直接影響激光增材制造過程中的溫度梯度、冷卻速率和熔池尺寸等,進而影響成形件的力學性能和尺寸精度。影響金屬零部件變形的工藝參數主要包括激光功率、掃描速度、粉末層厚度、掃描間距和掃描策略等。
激光功率、掃描速度、粉末層厚度、掃描間距及層間掃描間隔時間的影響
在激光增材制造過程中,通常使用體積能量密度來綜合考慮激光功率、掃描速度、粉末層厚度和掃描間距對零部件成形質量的影響,其定義為:
EV=P/vht
式中:EV為體積能量密度;P為激光功率;v為掃描速度;h為掃描間距;t為粉末層厚度。
激光功率代表激光能量的大小,直接控制著熔池的溫度;掃描速度是指單位時間內激光掃描的距離,通過控制激光與粉末相互作用的時間來影響熔池溫度。熔池尺寸和峰值溫度隨著激光功率的增加而增大,隨著掃描速度的增加而減小。
有研究表明:金屬熱應變隨著激光功率的增大而增加,隨著掃描速度的增加而減小;增大激光功率會產生較大的溫度梯度,而較大的溫度梯度會產生較大的熱應力,當熱應力超過材料的屈服強度后就會造成合金的變形或開裂;當激光掃描速度增大時,激光與粉末相互作用的時間縮短,熔池溫度降低、尺寸減小,合金變形減小。激光增材制造過程中,當粉末層厚度增加時,粉末層下表面粉末顆粒吸收的熱量減小,造成熔池上下表面的溫度梯度增大,成形件的變形量也增大。還有人在研究工藝參數對懸臂梁翹曲變形的影響時,發現變形量隨著粉末層厚度的增加而增大;零部件的殘余應力隨粉末層厚度的減小而減小,變形量也隨之減小。掃描間距會直接影響相鄰熔池的搭接率,掃描間距越小,搭接率越大,熱輸入和溫度梯度增大,相應的熱應力和變形量也增大。另外還有研究者發現當掃描間距減小時,成形件翹曲變形的程度明顯增大。
在激光增材制造過程中,層與層之間的掃描間隔時間也會對變形產生一定影響。激光增材制造零部件的變形主要由殘余應力引起,而殘余應力在沉積過程中處于不斷的累積、釋放狀態;累積或釋放量取決于沉積層和基板的應力松弛行為。層間掃描間隔時間和溫度則通過影響沉積層和基板的應力松弛行為,進而影響成形件的變形。有研究者采用原位測量技術研究了層間掃描間隔時間對變形的影響,發現激光增材制造Ti6Al4V合金的變形量隨著層間掃描間隔時間的延長而增大;也有人通過原位中子衍射研究了增材制造Ti6Al4V合金試樣的應力松弛機制,推測應力松弛可能是通過位錯的滑移和攀移實現的。
激光功率、掃描速度、粉末層厚度、掃描間距和層間掃描間隔時間等工藝參數對成形件變形的影響較為復雜。通常,變形量隨著激光功率、粉末層厚度和層間掃描間隔時間的增加而增大,而隨著掃描速度和掃描間距的增大而減小。
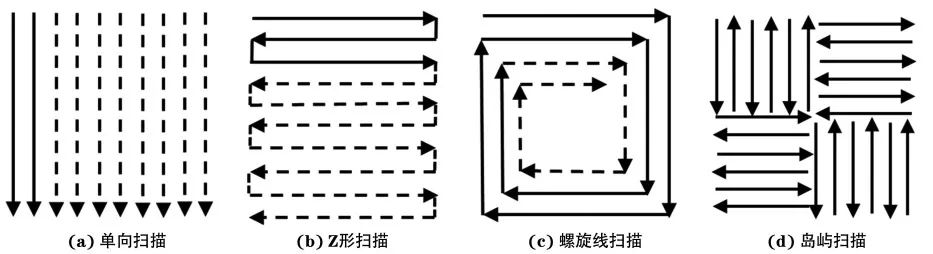
在SLM工藝中,掃描策略會對金屬零部件的成形質量和尺寸精度產生重要影響。常用的掃描策略包括單向掃描、Z形掃描、螺旋線掃描和島嶼掃描,如下圖所示。
單向掃描和Z形掃描是比較簡單傳統的掃描策略。螺旋線掃描過程中的熱量傳遞比單向和Z形掃描的更均勻,因此產生的溫度梯度更小,溫度場更均勻,最終零部件的殘余應力和翹曲變形也較小。島嶼掃描策略是指將待掃描區域劃分為多個小方形區域(也稱為島嶼),再按照預先設定的掃描順序對這些島嶼進行掃描的一種策略。島嶼掃描策略使得加工過程中的熱量分布更加均勻,減小了熱量集中;而且上下層相鄰島嶼具有相互垂直的掃描方向,減弱了不同沉積層之間及整個金屬零部件的各向異性,有助于減小增材制造構件的變形。有研究表明,在層與層之間旋轉一定角度(通常為67°或90°)進行掃描也可以減弱沉積層間的各向異性,提高層與層之間的黏結性,減少分層和翹曲變形等缺陷。
基于上述不同的掃描策略,研究人員進行了很多增材制造零部件變形的研究,如發現對于平板形狀的零件,從外到內的螺旋線掃描策略能減小其變形量;采用層與層之間旋轉67°的Z形掃描策略可以有效減小翹曲變形;當激光將鋪粉層熔化后,基板在深度方向上產生一定的溫度梯度,基板上部分區域的熱脹現象更為顯著,因而基板向上彎曲,當熔池凝固冷卻時,其收縮會“拉扯”基板向相反的方向彎曲,因此變形量曲線呈波動現象。還有研究發現,與Z形掃描策略相比,島嶼掃描策略可以有效減小成形件的變形量,并且島嶼掃描順序對變形和殘余應力的影響比島形尺寸的影響更顯著。也有研究人員采用SLM制備Ti6Al4V合金薄板,基于數學算法設計了間隔式島嶼掃描策略,通過控制掃描順序確保下一個掃描的島嶼與剛掃描完的兩個島嶼不相鄰,從而減弱了增材制造過程中的熱集中效應,減小了變形;同時發現平行于掃描方向的變形量大于垂直于掃描方向的,成形件中的殘余應力隨著掃描矢量長度的增長而增大。這是因為較小的掃描矢量長度產生的熔池長度較小,殘余應力和變形量也較小。一般在激光增材制造過程中,采用島嶼掃描策略成形的零部件變形最小。
基板是激光增材制造金屬零部件的構造平臺,在增材制造過程中也經歷著復雜的熱循環過程;基板的變形直接影響著成形件的尺寸精度。
研究發現,在激光增材制造過程中,基板沿沉積方向(Z方向)的畸變遠大于沿其他兩個方向(X和Y方向),同時激光加工引起的基板變形是永久性的,無法通過熱處理消除。基板預熱可以減小成形過程中的溫度梯度和冷卻速率,從而減小成形件的殘余應力和變形量。另外還有人發現懸臂梁的翹曲變形程度隨著基板預熱溫度的升高而減小;以及利用基板預熱可以有效降低殘余應力,并且在一定溫度區間內殘余應力隨著預熱溫度的升高而減小,成形件的變形也隨之減小;在使用SLM技術成形硬質合金工具時,在設備內增加了一臺CO2激光器來預熱基板,可使成形件的彎曲強度明顯提高,翹曲變形程度相對減小。
此外,原位退火處理也可以減小成形件的殘余應力和變形量。
目前,基板預熱已成為一種減小成形件殘余應力和變形的有效方法,而在成形過程中對沉積層進行原位退火為調控和解決殘余應力和變形問題提供了新的思路。
不同的金屬材料具有不同的熱力學性能,在激光增材制造過程中的成形性能也隨之不同。
研究發現具有較低熱容量和較高熱擴散率的金屬材料在增材制造中較易達到峰值溫度,并且產生較大的熔池尺寸和熱應變;有研究者認為Ti6Al4V合金成形件的變形量隨層間掃描間隔時間的延長明顯增大現象是由Ti6Al4V合金在成形過程中發生固態相變引起的;同時還發現在相同的層間掃描間隔時間和熱輸入條件下,Inconel 625合金成形件的變形量是Ti6Al4V合金成形件的2倍。
在激光增材制造過程中,高能激光束將金屬粉末加熱熔化,當激光束移走后,熔融金屬液在較高的冷卻速率下迅速凝固。在凝固后的冷卻過程中,某些金屬材料還會發生固態相變,如在增材制造Ti6Al4V合金過程中,當溫度降低到β相變點(980 ℃)附近時,發生β相向α相或α′相轉變,晶格類型從體心立方(BCC)轉變為密排六方(HCP),產生的晶格應變會影響整體變形量。
有研究發現在LDED制造H13工具鋼的成形過程中發生了奧氏體向馬氏體的固態相變,相變過程伴隨著體積的增加,因此形成了殘余壓應力。目前,關于固態相變對變形的影響機制研究較少,這應是未來的研究熱點之一。
殘余應力和變形問題是激光增材制造技術面臨的一個棘手問題。目前,常通過數值模擬技術研究工藝參數對殘余應力和變形的影響,并采用變形補償的方式控制零部件的變形。
具體步驟為:通過數值模擬對零件在增材制造過程中發生的變形進行預測,基于模擬結果設計具有變形補償的零件制造模型并進行激光增材制造成形,從而抵消成形件的變形量,提高尺寸精度。
有研究人員利用一個經過驗證的三維瞬態傳熱和流體流動模型,對增材制造過程中成形件的殘余應力和變形進行仿真,發現殘余應力隨著熱輸入的增加而減小,而熱變形隨著熱輸入的增加而增大。還有人通過建立多尺度有限元模型,模擬分析了4種不同掃描策略對金屬成形件變形的影響,發現島嶼掃描策略對應的成形件變形量最小,模擬結果與試驗結果一致。另外也有研究表明采用變形補償的方法可使成形件的變形量明顯減小。
數值模擬相比于傳統的試錯法,可以在很大程度上節約制造成本與時間成本,縮短零部件從設計到成形的時間,提高成形件的成形精度。但是,數值模擬需要根據不同材料的熱力學性能建立不同的熱力學模型,并且需要考慮多相合金相變的影響,如在建立Ti6Al4V合金的熱力學模型時,就需要考慮在凝固過程中的固態相變對變形的影響。目前,增材制造數值模擬主要采用熱-力耦合小尺度模型。隨著計算機技術的發展和仿真模型的不斷完善,數值模擬對增材制造零部件變形的預測將會更加準確。
影響激光增材制造金屬零部件變形的主要因素包括熔池溫度、溫度梯度、冷卻速率等,通過優化工藝參數同時實現宏觀尺度的“控形”和微觀尺度的“控性”是未來工作的重點。
激光增材制造大型復雜零部件的變形控制目前仍然存在很大挑戰:變形會隨著零部件尺寸的增大而不斷累積,而且形狀和結構復雜的零部件本身不同部位間存在復雜的相互約束,其變形規律十分復雜,因此很難進行預測和調控。
目前,常通過建立熱-力耦合小尺度模型,對激光增材制造零部件的變形進行預測,再通過變形補償來控制成形件的變形。
隨著計算機技術的發展和研究人員對激光增材制造過程研究的深入,數值模擬技術將在大型薄壁零部件的變形控制領域發揮越來越重要的作用,多尺度多物理場耦合數值模擬將是未來的研究熱點。
未來在激光增材制造成形件變形控制方面主要包括以下研究方向:發展原位檢測技術,實現對成形過程中零部件變形的實時調控;建立材料基因數據庫,設計開發新型的高屈服強度、低熱膨脹系數的金屬材料,提高零部件成形過程中的抗變形能力;在零部件設計過程中,考慮形狀結構因素對增材制造過程中成形件尺寸精度的影響。
作者:譚志俊,高雙,何博
上海工程技術大學
高溫合金精密成型研究中心/材料工程學院
(本平臺"常州精密鋼管博客網"的部分圖文來自網絡轉載,轉載目的在于傳遞更多技術信息。我們尊重原創,版權歸原作者所有,若未能找到作者和出處望請諒解,敬請聯系主編微信號:steel_tube,進行刪除或付稿費,多謝!)