
一、外觀缺陷
二、有效硬化層深度、表面硬度、心部硬度缺陷
三、熱處理金相組織缺陷
四、熱處理變形缺陷
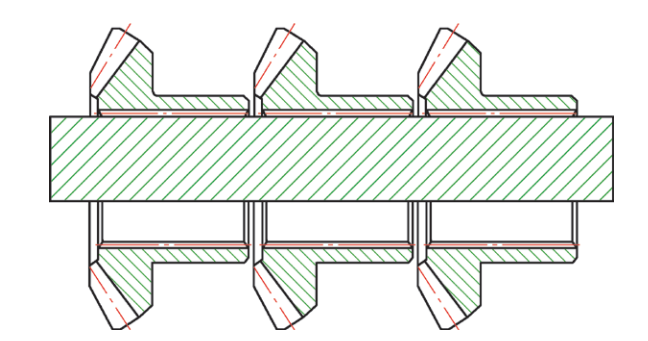
圖 1
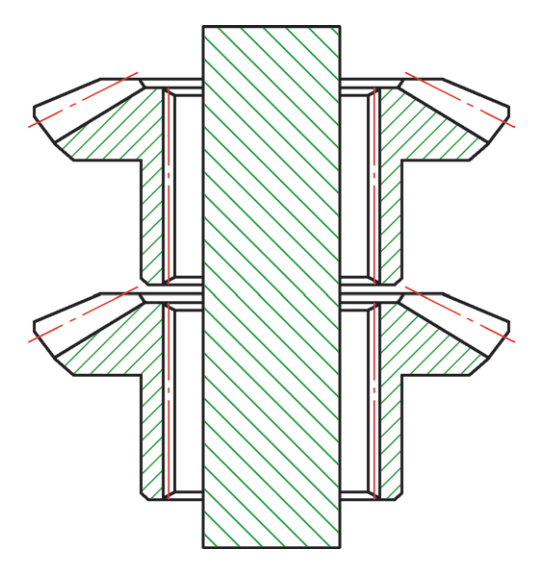
圖 2
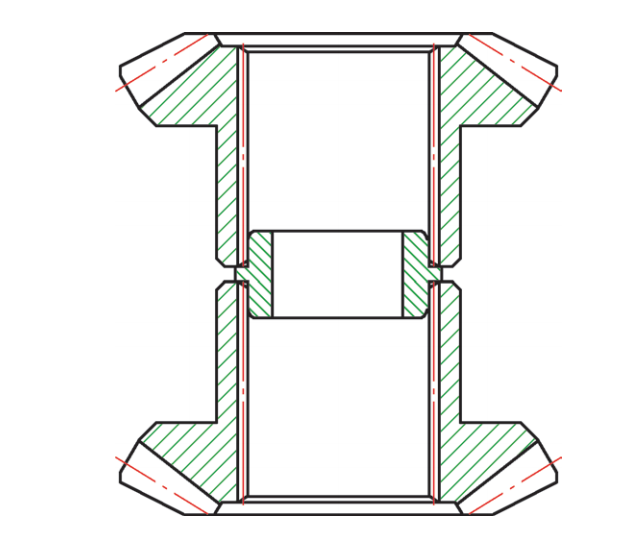
圖 3

圖 4
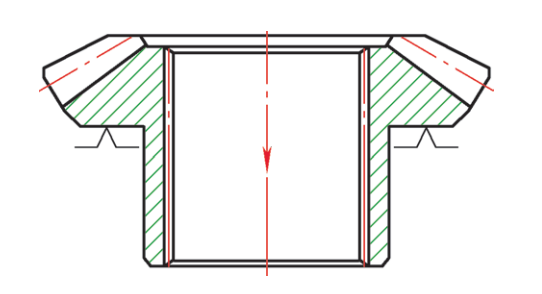
圖 5
五、結束語
作者:孟江濤
單位:洛陽華冠齒輪股份有限公司
(本平臺"常州精密鋼管博客網"的部分圖文來自網絡轉載,轉載目的在于傳遞更多技術信息。我們尊重原創,版權歸原作者所有,若未能找到作者和出處望請諒解,敬請聯系主編微信號:steel_tube,進行刪除或付稿費,多謝!)一、外觀缺陷
二、有效硬化層深度、表面硬度、心部硬度缺陷
三、熱處理金相組織缺陷
四、熱處理變形缺陷
圖 1
圖 2
圖 3
圖 4
圖 5
五、結束語
作者:孟江濤
單位:洛陽華冠齒輪股份有限公司
(本平臺"常州精密鋼管博客網"的部分圖文來自網絡轉載,轉載目的在于傳遞更多技術信息。我們尊重原創,版權歸原作者所有,若未能找到作者和出處望請諒解,敬請聯系主編微信號:steel_tube,進行刪除或付稿費,多謝!)|
|
常州精密鋼管博客網推薦您訪問: |
|---|
