
齒輪的熱處理,如整體熱處理、表面熱處理及化學(xué)熱處理等均需要通過加熱和冷卻的過程。因此,不可避免地造成齒輪內(nèi)部產(chǎn)生熱應(yīng)力和組織應(yīng)力。但其中最容易造成畸變的是淬火過程,由于淬火過程中組織比體積變化大、加熱溫度高、冷卻激烈等,因此導(dǎo)致畸變的因素較多。
工件因冷卻不均勻,產(chǎn)生翹曲畸變,其畸變趨勢取決于當(dāng)時的熱應(yīng)力、組織應(yīng)力和體積畸變量的大小。當(dāng)熱應(yīng)力作用占主導(dǎo)時,工件向快冷面凸起;反之,以組織應(yīng)力占主導(dǎo)時,使慢冷面凸起。冷卻速度越快,造成冷卻不均勻程度越嚴(yán)重,則翹曲畸變越顯著。實踐證明,形狀不對稱工件,無論什么鋼種,在完全淬硬的情況下,若采用水或鹽水淬火,多數(shù)是冷卻快的一面凸起;如果油淬或硝鹽分級淬火,則多是慢冷面凸起。顯然,前者是因為水的冷卻速度快,熱應(yīng)力顯著;后者則組織應(yīng)力顯著,因此產(chǎn)生了完全相反的畸變。
為了減小工件熱處理畸變,應(yīng)盡量減小熱處理應(yīng)力。為了避免裂紋產(chǎn)生,應(yīng)預(yù)防工件中出現(xiàn)較大的拉應(yīng)力,即淬火過程應(yīng)盡可能減少組織應(yīng)力,或者增加熱應(yīng)力也可以達(dá)到同樣的目的。
1.熱應(yīng)力引起的畸變及其畸變規(guī)律
熱應(yīng)力引起的畸變主要發(fā)生在熱應(yīng)力產(chǎn)生的初期,這時工件內(nèi)部處在塑性較好的高溫狀態(tài)。因此,當(dāng)初期的熱應(yīng)力(表層為拉應(yīng)力、心部為壓應(yīng)力)超過鋼在該溫度下的屈服強(qiáng)度時即發(fā)生塑性畸變。
(1)加熱時產(chǎn)生的熱應(yīng)力引起的畸變
工件入爐加熱時,其表面受熱而產(chǎn)生膨脹,加熱溫度越高,材料的線膨脹系數(shù)越大,則膨脹量越大。
對于熱處理畸變要求較小的工件,為了減小加熱時產(chǎn)生的熱應(yīng)力,工件應(yīng)先經(jīng)過預(yù)熱再逐步加熱到高溫。即使對于溫度低、畸變小的滲氮工藝,緩慢升溫常常也是保證減小齒輪畸變的有效方法之一。
(2)冷卻時產(chǎn)生的熱應(yīng)力引起的畸變
工件冷卻時所產(chǎn)生的熱應(yīng)力比其加熱時所產(chǎn)生的熱應(yīng)力,對熱處理畸變的影響更大。特別是碳鋼工件在鹽水中冷卻時,由于溫差大,熱應(yīng)力往往是造成工件畸變的主要原因。
(3)熱應(yīng)力引起的畸變規(guī)律
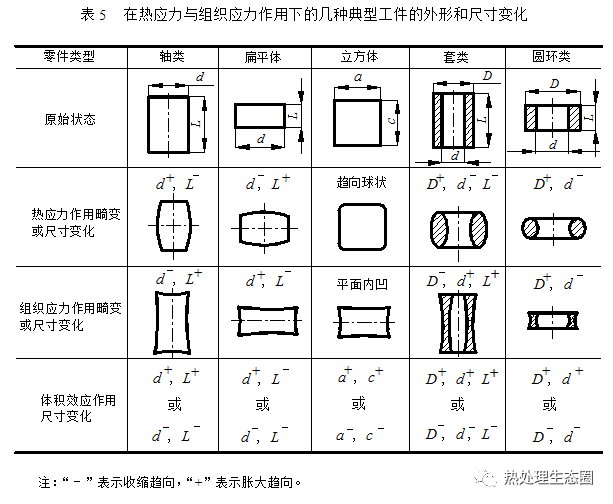
加熱溫度越高,熱應(yīng)力越大,畸變越大;工件截面積越大,畸變越大;鋼的導(dǎo)熱性越差,畸變越大;冷卻速度越快,畸變越大。熱應(yīng)力造成工件的畸變規(guī)律如下:①沿最大尺寸方向收縮,沿著最小尺寸方向伸長;②平面凸起,直角變鈍角,趨于球形;③外徑脹大,內(nèi)徑縮小。
2.組織應(yīng)力引起的畸變及其畸變規(guī)律
(1)組織應(yīng)力引起的畸變
組織應(yīng)力引起的畸變,即影響工件體積的主要因素,其是由于相變所引起的比體積變化造成的。
由于各種組織的比體積不同,在淬火加熱和冷卻過程中必然發(fā)生體積的變化。這種畸變的特點是工件的各部分尺寸按比例同速率的膨脹或收縮,并不改變工件的外形。表1為碳鋼淬火、回火后因組織改變而引起的體積變化。由表可以看出,淬火時原始組織為球狀珠光體轉(zhuǎn)變?yōu)轳R氏體或下貝氏體組織使體積脹大;而奧氏體使體積縮小。回火時馬氏體分解,體積也縮小。鋼中不同組織的線膨脹系數(shù)見表2。
表1 碳鋼淬火、回火后的體積變化
組織變化 | 體積變化(%) |
球狀珠光體→奧氏體 | -4.64+2.21 WC |
奧氏體→馬氏體 | +4.64-0.53 WC |
球狀珠光體→馬氏體 | +1.68 WC |
奧氏體→下貝氏體 | +4.64-1.43 WC |
球狀珠光體→下貝氏體 | +0.78 WC |
奧氏體→上貝氏體 | +4.64-2.21 WC |
球狀珠光體→上貝氏體 | 0 |
馬氏體→WC=0.25%馬氏體+ε-碳化物 | +0.22-0.88 WC |
注:WC—表示溶入各組織中碳的質(zhì)量分?jǐn)?shù)(%)。
表2 鋼中不同組織的線膨脹系數(shù)
組織 | 奧氏體 | 鐵素體 | 滲碳體 | 珠光體 | 石墨 |
αl [×10-6mm/(mm·℃)] | 17.0~24.0 | 12.0~12.5 | 6.0~6.5 | 10.0~11.0 | 7.5~8.0 |
馬氏體轉(zhuǎn)變時的體積變化,與淬火鋼馬氏體中的含碳量有關(guān),如表3所示。通過表可以看出,鋼中含碳量越高,則轉(zhuǎn)變馬氏體時的比體積變化越大,即膨脹量大。另外,鋼中碳化物的分布也與畸變有關(guān),即碳化物的不均勻分布往往能夠增大畸變程度。
表3 馬氏體轉(zhuǎn)變時的體積變化與含碳量的關(guān)系
WC(%) | 馬氏體的密度/ g·cm-3 | 退火態(tài)的密度/ g·cm-3 | 生成馬氏體的 體積變化(%) |
0.1 | 7.918 | 7.927 | +0.113 |
0.3 | 7.889 | 7.921 | +0.401 |
0.6 | 7.840 | 7.913 | +0.923 |
0.85 | 7.808 | 7.905 | +1.227 |
1.0 | 7.778 | 7.901 | +1.557 |
1.3 | 7.706 | 7.892 | +2.376 |
注:WC—淬火鋼馬氏體中的含碳量(質(zhì)量分?jǐn)?shù),%)。
馬氏體轉(zhuǎn)變時的體積變化將產(chǎn)生不同的相變畸變量,這就可能造成畸變。這種畸變即使不在熱處理完成之后就立即產(chǎn)生,也會在隨后任何一個機(jī)加工工序中產(chǎn)生。
組織應(yīng)力的產(chǎn)生是起源于工件體積的收縮和膨脹。因此,組織應(yīng)力和體積膨脹是同時起作用的。
奧氏體中的含碳量越多,畸變越大;形成的馬氏體量越多,畸變越大;殘留奧氏體和未溶解碳化物越少,畸變越大。
(2)對組織應(yīng)力的分析
工件體積的變化常常與加熱和冷卻密切相關(guān),由于它和鋼的膨脹系數(shù)有關(guān)。當(dāng)鋼的組織由鐵素體轉(zhuǎn)變?yōu)閵W氏體時,則體積會有所收縮;當(dāng)鋼的組織由奧氏體轉(zhuǎn)變?yōu)殍F素體和馬氏體時,則體積又會脹大。這是因為馬氏體與鐵素體和滲碳體所構(gòu)成的組織相比,其比體積較大。比體積的變化導(dǎo)致長度的變化。而長度的變化是很容易反映出來的。即是工件尺寸與形狀的變化。
熱處理的不同工序、工部所引起的組織轉(zhuǎn)變造成的畸變原因分析,如表4所示。
表4 不同熱處理工序、工部的組織轉(zhuǎn)變造成的畸變原因分析
工序 | 工部 | 體積畸變 | 形狀畸變 |
硬化 | 加熱并在奧氏體狀態(tài)下保溫 | 奧氏體形成,碳化物溶解 | 熱應(yīng)力的產(chǎn)生,熱應(yīng)力的松弛 |
淬火 | 馬氏體形成,非馬氏體的產(chǎn)生 | 熱應(yīng)力、組織應(yīng)力、殘留應(yīng)力的誘導(dǎo) | |
冷處理 | 在0℃下冷處理,并保持一定的時間,再恢復(fù)到室溫 | 馬氏體的轉(zhuǎn)變 | 熱應(yīng)力、組織應(yīng)力、殘留應(yīng)力的影響 |
回火 | 加熱到回火溫度,并保持一定時間,再冷卻到室溫 | 馬氏體的分解,殘留奧氏體的轉(zhuǎn)變 | 應(yīng)力的消除,熱應(yīng)力、殘留應(yīng)力的影響 |
(3)組織應(yīng)力引起的畸變規(guī)律
組織應(yīng)力引起的畸變方向與熱應(yīng)力相反,其畸變規(guī)律如下:①沿最大尺寸方向伸長,沿著最小尺寸方向縮小;②平面凹下,直角變尖角;③外徑縮小,內(nèi)徑脹大。
應(yīng)當(dāng)指出,在具體到一定形狀和尺寸的工件,熱應(yīng)力和組織應(yīng)力共同作用下造成的畸變是非常復(fù)雜的,因此應(yīng)具體情況具體分析。碳素鋼液態(tài)介質(zhì)淬火冷卻時,熱應(yīng)力的作用突出。合金鋼油冷淬火時,組織應(yīng)力作用突出。分級淬火或等溫淬火時,熱應(yīng)力起主導(dǎo)作用,組織應(yīng)力則較小。
在熱應(yīng)力與組織應(yīng)力作用下的幾種典型工件的外形和尺寸變化見表5。表中列出的一些簡單形狀工件在均勻冷卻情況下,因單一因素發(fā)生畸變的一般規(guī)律。事實上工件淬火時因熱應(yīng)力引起的形狀畸變和組織轉(zhuǎn)變引起的體積畸變交織在一起,并因鋼材、工件形狀尺寸及工藝操作等不同,表現(xiàn)有不同的畸變傾向。
3.熱應(yīng)力與組織應(yīng)力共同作用引起的畸變
以上所說的是單純由熱應(yīng)力或組織應(yīng)力所引起的畸變,這在正常生產(chǎn)中是不多見的。實際上,工件在淬火時,既有熱應(yīng)力的影響,又有組織應(yīng)力的影響。其畸變也是熱應(yīng)力與組織應(yīng)力共同作用的結(jié)果。不過有時是以熱應(yīng)力為主,有時則是以組織應(yīng)力為主。同時,還將受到其他因素的影響。然而,究竟產(chǎn)生趨向于何種形式的畸變,其材料的淬透性和鋼材Ms點的位置具有重要影響。而二者又取決于鋼的成分等。
對于屈服強(qiáng)度較高的工件,淬火未淬透時,冷卻初期,表層冷速較快而發(fā)生較大的收縮,卻因心部較慢收縮而受到阻礙,從而使表層具有拉應(yīng)力,心部承受壓應(yīng)力作用。將引起表層的塑性拉伸畸變。在隨后的冷卻過程心部溫度也下降較快造成應(yīng)力反向,心部發(fā)生了奧氏體→珠光體轉(zhuǎn)變,又進(jìn)一步增大了表層的塑性畸變。當(dāng)表層溫度降至Ms點以下時,即發(fā)生馬氏體轉(zhuǎn)變而加速了應(yīng)力反向,表層的膨脹使心部顯現(xiàn)拉應(yīng)力狀態(tài),如超過其屈服強(qiáng)度時,就產(chǎn)生伸長(脹大)的畸變,即傾向于組織應(yīng)力型的畸變。對于高碳鋼來說,因Ms點較低,屈服強(qiáng)度高,一般只發(fā)生冷卻初期的熱應(yīng)力型的畸變,即趨于球形化。
對于一般結(jié)構(gòu)鋼來說,Ms點較高,屈服強(qiáng)度較低。因而淬透性越好的鋼,其表層的相轉(zhuǎn)變引起心部塑性拉伸畸變就越顯著。即承受熱應(yīng)力與組織應(yīng)力的綜合作用,產(chǎn)生以組織應(yīng)力為主的相變畸變。
對于淬透性良好的鋼材,進(jìn)行淬透淬火時,冷卻的初期,即表層和心部都在Ms點以上時,表層急冷收縮受內(nèi)部的阻礙而產(chǎn)生拉應(yīng)力,心部受壓應(yīng)力作用。當(dāng)表層冷至Ms點以下,發(fā)生馬氏體轉(zhuǎn)變而進(jìn)行膨脹,卻受到心部的限制,因而加速了應(yīng)力反向,使心部受拉應(yīng)力作用,并導(dǎo)致組織應(yīng)力型的相變畸變。當(dāng)心部也冷至Ms點以下時,心部發(fā)生馬氏體轉(zhuǎn)變時便發(fā)生再度的應(yīng)力反向,使表層具有拉應(yīng)力,心部受壓應(yīng)力作用。
來源:熱處理生態(tài)圈
掃二維碼分享給你的朋友。2、點下面的鏈接分享到朋友圈。")
| |
|
? 請關(guān)注 微信公眾號: steeltuber. 轉(zhuǎn)載請保留鏈接: http://m.yaqiao.net.cn/Steel-Knowledge/1615624148.html
|