
TMCP工藝作為提高鋼材強度、韌性和焊接性等性能的一種控制技術(shù),廣泛用于寬厚鋼板、長形鋼材、帶材和非調(diào)質(zhì)鋼的開發(fā),并已獲得普遍的實際應(yīng)用。

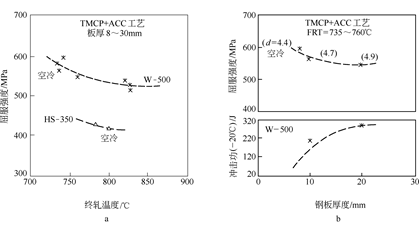
TMCP工藝是開發(fā)高性能厚鋼板的核心技術(shù)。采用TMCP工藝生產(chǎn)的厚鋼板與傳統(tǒng)的正火鋼相比具有突出的優(yōu)點,它不依賴添加較多的合金元素,只用水冷來控制鋼的組織,就可以獲得高強度和高韌性,用很低的碳當量就可以制造出相同強度的鋼材,降低焊接預(yù)熱溫度或焊接不預(yù)熱,改善焊接熱影響區(qū)(HAZ)韌性,為采用大線能量焊接創(chuàng)造了良好的條件,如圖1所示。在保證鋼板的強度水平基本相同的情況下,采用TMCP工藝可使鋼的最低碳當量Ceq由0.38%降低至0.32%,降低了預(yù)熱溫度或不預(yù)熱,顯著改善了鋼的焊接性,減少了合金元素的添加量,降低了鋼的生產(chǎn)成本和裝置的制造成本。 圖1 TMCP鋼和正火鋼的強度與碳當量的關(guān)系 S.Zajac等人,以0.01%Ti-0.08%V-0.013%N鋼為例,研究了RCR(再結(jié)晶控軋)、RCR+ACC(加速冷卻)、CR(控制軋制)等不同軋制工藝對力學(xué)性能的影響,結(jié)果示于圖2。由圖可以看出,在RCR、RCR+ACC、CR各種工藝條件下,鋼的低溫韌性都比較好,沖擊轉(zhuǎn)變溫度ITT40J均低于-80℃,但仔細比較時還是CR控軋工藝處理的鋼韌性最好,這是由于在CR控軋條件下,形成了非常細小的鐵素體晶粒,加速冷卻后進一步細化了晶粒,提高了鋼的低溫韌性。CR控制軋制工藝是在比較低的溫度下進行的,在終軋道次期間在奧氏體中析出了部分VN,因此,采用CR控軋工藝的鋼板雖然獲得了細小的鐵素體晶粒尺寸,但其強度仍比RCR+ACC工藝軋制的鋼板強度略有降低。 圖2 不同生產(chǎn)工藝對0.01%Ti-0.08%V-0.013%N鋼板力學(xué)性能的影響 Siwecki等人研究了低溫控制軋制(CR)對0.01% Ti-0.04% V(HS-350)鋼和0.01%Ti-0.085%V-0.04%Nb(W-500)鋼厚板力學(xué)性能的影響,結(jié)果示于圖3a、b。由圖可以看出,終軋溫度對鋼的屈服強度有影響,當終軋溫度從840℃降低至730℃時,鋼的屈服強度明顯上升。由圖還可以看出,鋼板的強度和韌性不僅與終軋溫度有關(guān),還與鋼板的厚度和冷卻速率有關(guān)。隨著鋼板厚度的減小,鋼板的強度上升但韌性降低。這符合鋼板厚度不同引起性能變化的尺寸效應(yīng)的一般規(guī)律。 圖3 商業(yè)化生產(chǎn)的0.01%Ti-0.04%V(HS-350)和0.01%Ti-0.085%V-0.04%Nb(W-500)控軋鋼的力學(xué)性能和鐵素體晶粒尺寸與終軋溫度(a)和板厚(b)的關(guān)系 與控制軋制(CR)工藝相比,再結(jié)晶控制軋制(RCR)工藝具有明顯的工藝優(yōu)勢:生產(chǎn)效率高、軋制載荷小、鋼板平整度好和殘余應(yīng)力水平低,如圖4所示。由于控制軋制(CR)工藝是在奧氏體未再結(jié)晶區(qū)軋制,軋制溫度較低,軋制變形抗力大,一次變形和累積變形都比較大,導(dǎo)致軋機負荷增加,最大軋制力提高約25%,這對老軋機比較難適應(yīng),必要時對老軋機應(yīng)進行技術(shù)改造。由圖4還可以看出,控制軋制(CR)工藝所用操作時間比較長,這是由于板坯的加熱溫度比較高,特別是含鈮鋼,為使合金元素充分固溶,加熱溫度應(yīng)不低于1200℃,而控制軋制(CR)又主要在奧氏體未再結(jié)晶區(qū)的低溫下進行,由高溫到低溫的冷卻需要耽擱時間,必要時還要待溫,也需要一定的時間,再加上軋制道次比較多,因此控制軋制(CR)工藝的生產(chǎn)效率比較低,而再結(jié)晶控制軋制(RCR)工藝具有更高的生產(chǎn)效率。此外,再結(jié)晶控制軋制(RCR)工藝的終軋溫度比較高,有利于控制鋼板的平整度,減小鋼板的殘余應(yīng)力水平。 圖4 Ti-V-N采用RCR和CR方法軋制時軋制力的對比



| |
|
? 請關(guān)注 微信公眾號: steeltuber. 轉(zhuǎn)載請保留鏈接: http://m.yaqiao.net.cn/Steel-Knowledge/1623811841.html
|