
在齒輪滲碳、滲氮及碳氮共滲熱處理過程中,經常會遇到防滲方面的問題,如齒輪軸的花鍵、螺紋部位的防滲。對此,可采用涂覆防滲涂料等方法進行局部防滲,使其在熱處理后直接獲得理想的硬度;另有部分齒輪采用防滲保護后直接淬火,淬火后防滲部位可直接進行切削加工。采用良好的熱處理防滲方法,不但可以使齒輪的防滲部位(硬度)達到產品技術要求,而且還可以簡化工序,降低熱處理成本。目前,齒輪的防滲主要有涂覆防滲涂料防滲方法、鍍銅防滲方法及機械防滲方法等。可根據產品技術要求、特點及熱處理工藝,選擇不同的防滲方法。
一、涂覆防滲涂料防滲方法
齒輪用防滲涂料按照防滲作用主要分為防滲碳涂料、防滲氮涂料及防碳氮共滲涂料。按照JB/T 5072《熱處理保護涂料一般技術要求》及JB/T 9199《防滲涂料 技術條件》標準要求,防滲涂料粘度應為25~65mm2/s;不應有結塊,涂層應均勻完整,附著性能好;涂層在室溫下2h內應能干燥,在60~100℃范圍30min內應能干燥;涂層應有良好的剝落性能;防滲性能合格,對于涂覆防滲碳、防碳氮共滲涂料工件的阻硬率h≥80%,該涂料合格。對于涂覆防滲氮涂料的工件表面最高硬度Hmax≤320HV0.1或320HV10,該涂料合格。

目前齒輪的防滲多采用涂覆涂防滲涂料方法。采用自制防滲涂料方法,生產成本較低,但配制過程繁瑣;采用市售商品防滲涂料,防滲效果較好,使用方便,但費用相對較高。
1.自制防滲碳涂料方法
幾種常用的防滲碳涂料配方及使用要求見表1。
表1 幾種常用防滲碳涂料配方及使用要求
序號 | 成分組成(質量百分比,%) | 使用要求 |
1 | 氧化銅30+滑石粉20+水玻璃50 | 刷涂兩層 |
2 | 鉛丹4+氧化鋁8+滑石粉16+水玻璃余量 | 調勻使用,涂兩層,適用于高溫滲碳 |
3 | 石英粉12~14.5+硅藻土18.5~20+氧化鉻6~7+余量水玻璃 | 用水玻璃調勻后使用,100~150℃進行干燥,然后裝爐滲碳 |
4 | 氧化鋁30+二氧化硅22+碳化硅22+硅酸鉀7+水19 | 涂料呈白色,密度為2.25 g/cm3,適用于1000~1300℃較高溫度下滲碳使用 |
2.取代鍍銅的防滲碳涂料
(1)自制防滲碳涂料
涂料配方(質量分數,%):硼砂76,氧化銅10,滑石粉10,膨潤土3,碳酸鈉1。
使用方法:將上述粉狀涂料混合均勻,用溫水調和至粘稠狀,反復刷涂齒輪防滲部位,涂層厚度1.5~2.0mm,在100~120℃進行烘干30min,然后裝爐滲碳。
(2)采用商品防碳氮共滲涂料
采用CN-1型防碳氮共滲涂料取代鍍銅方法進行防滲,其防滲效果好,涂層易剝落,避免了廢水處理,生產效率提高11~20倍,沒有發現氫脆裂紋和磨削裂紋,鍍銅防滲和CN-1型防滲涂料防滲效果比較見表2。
表2 鍍銅防滲和CN-1型防滲涂料防滲效果比較
防滲方式 | 熱處理工藝 | 防滲表面硬度HRC |
鍍銅防滲 | 820℃×10h碳氮共滲,150℃×3.8h回火(多用爐) | 43.8 |
CN-1型防滲涂料防滲 | 44.9 |
3.防氮化涂料配方及其使用方法
齒輪非氮化部位的防滲方法如下。
(1)涂料法
采用有機和無機防滲氮涂料,防氮化涂料配方與使用方法見表3。一般要求工件表面粗糙度值Ra≥3.2μm,保證工件表面具有一定吸附力。
(2)銹蝕防滲氮方法
銹蝕防滲氮法是把不需要氮化的部位清洗去脂后,放在空氣中,任其表面生銹。氮化時,在生銹的表面上涂上一層油脂,便能有效防止氮原子的滲入。
表3 防氮化涂料配方及使用方法
配方 | 使用方法 |
鉛粉:1份 鉻粉:1份 錫粉:2份 | 研成細末,用氧化鋅調成糊狀 |
氧化鋅:6份 甘油:1份 | 與含有少量氯化銨的鹽酸溶液攪拌成糊狀,涂于工件表面,在200℃下烘干,復以薄鋁紙 |
鉛粉:6份 錫粉:4份 混合劑:13份 | 混合劑由植物油1份,硬脂油1份,豬油4份,松香2份,氯化鋅1份組成,將鉛粉、錫粉研細加入混合劑調勻 |
中性水玻璃: 8~9份 石墨粉:1~2份 | 工件在70~90℃預熱后用毛刷將涂料均勻刷涂2~3次,厚度0.5~1mm,然后在150~170℃爐中烘干 |
4.商品防滲涂料
(1)NFT-1型防滲碳涂料配方及其使用方法
NFT-1型防滲碳涂料是一種硅酸鹽型的防滲材料。
防滲碳涂料組成:阻滲材料(熔塊釉,熟料)、填充材料(如Al2O3、SiO2)、粘結材料(鈉水玻璃)、表面活性劑和助溶劑等。硅酸鹽防滲碳涂料配方見表4。
表4 硅酸鹽防滲碳涂料配方(質量分數,%)
熔塊釉 SiO2 Al2O3 粘合劑 |
60 10 30 鈉水玻璃 |
使用方法與效果:涂料經配置和研磨后再與粘結劑混合均勻,調制成糊狀體。采用浸涂方法,然后自然晾干,涂層厚度為0.10~0.30mm。試樣材料20CrMnTi鋼,采用氣體滲碳爐進行滲碳,滲碳溫度920~930℃,滲碳時間為6~8h。通過防滲性能檢測,阻硬率達到80%,防滲涂料合格。
(2)KT、PC、AC及AN系列防滲涂料
KT-930型防滲碳涂料:KT-930型防滲碳涂料配方為,二氧化硅48g、碳化硅20.5g、氧化銅6.8g、硅酸鉀8.2g、水16.5g,適用于900~950℃氣體滲碳,防滲碳效果好。
KT、PC、AC及AN系列防滲涂料:KT、PC和AC、AN系列防滲涂料分別見表5和表6。
表5 KT及PC系列防滲涂料
品名 | 用途 | 適用溫度 /℃ | 涂層特點 |
KT-98 | 防滲碳、防碳氮共滲,防滲層深度>2.5mm | 850~950 | 滲碳后淬火,涂層不能剝落,但快速溶于水 |
PC-3C | 深層(>6.0mm)防滲碳 | 850~950 | 自剝 |
PC-2 | 局部防滲碳 | 850~950 | 自剝 |
KS-2 | 防滲氮 | 480~600 | 自粉化 |
表6 AC及AN系列防滲涂料
品名 | 型號 | 性能特點 |
防滲碳、防碳氮共滲涂料 | AC100 | 淬火時涂料不脫落,熱后噴砂去除 |
AC106 | 深層滲碳(滲碳層>6mm)局部防滲 | |
AC200 | 涂層溶于水,適用于螺紋及花鍵防滲 | |
AC201 | 深層滲碳時螺紋防滲 | |
防滲氮涂料 | AN560 | 水溶性涂料,滲氮后涂層粉化,易于清除 |
AN600P | 用于離子滲氮局部防滲 |
5.齒輪上細小通孔的防滲處理方法
行星齒輪如圖1所示,材料為20CrMnTi,齒輪φ49mm內孔及φ2mm的通孔需防滲處理,然后進行滲碳、淬火和回火處理。
(1)防滲碳方法與效果
選用水溶性防滲涂料,對φ49mm內孔采用軟毛刷刷涂防滲涂料,防滲效果很好。而φ2mm的通孔的防滲方法是,首先把防滲涂料裝在注射器針管內,然后用大號針頭從φ49mm內孔將防滲涂料注射到φ2mm的通孔內,既能保證通孔的防滲效果,又不能把防滲涂料涂到齒面上。此種防滲方法防滲效果好,效率高。

6.外螺紋涂覆防滲涂料方法
(1)外螺紋防滲方法
在涂覆防滲涂料前,齒輪應經清洗機清洗,然后將防滲涂料攪拌均勻后,涂覆在螺紋及過渡區上,要求先后兩次均勻涂覆,涂層厚度達到1~1.5mm。自然干燥后,經脫脂爐加熱烘干,滲碳爐滲碳、淬火、清洗、回火和螺紋部清理后,對尾部螺紋進行檢驗。金相檢驗螺紋部無滲碳層;檢驗尾部螺紋硬度為37~38HRC,防滲效果合格(如載重汽車驅動橋主動圓錐齒輪技術要求30~38HRC)。
(2)涂覆防滲碳涂料的厚度
通過生產試驗發現,對一些材料齒輪若涂覆防滲碳涂料偏薄(如0.3~0.5mm)時,金相檢驗雖然合格(即無滲碳層),但尾部螺紋硬度偏高,達到41~45HRC,不合格。這是由于(載重汽車驅動橋)主動圓錐齒輪采用22CrMoH等材料時,因其淬透性能較高造成的。當螺紋部涂覆的防滲碳涂料較厚(如1.0~1.5mm)時,可降低材料的冷卻速度,尾部螺紋硬度可以保證(37~38HRC);反之,硬度超標。
7.涂覆防滲涂料操作方法及要求
(1)首先要對防滲的齒輪表面進行清洗處理(溶液溫度70~80℃),除掉防滲及其他部位的油漬和污物,利用自身余熱蒸發掉水分。其次,調整好防滲涂料的配比和粘稠度,將涂料攪拌均勻,保證防滲涂料在使用過程中的粘著性和厚度,最終保證其防滲效果。
(2)根據產品技術要求及其特點,對重要部位(如主動齒輪外螺紋,經滲碳或碳氮共滲、淬火及回火后,螺紋硬度要求≤38HRC)可分兩次用人工方式進行涂覆,總厚度控制在1.0~1.5mm,然后在室溫下干燥≥2h,或者在60~100℃烘干≥0.5h,即可裝爐;對一些防滲部位硬度值要求45~50HRC齒輪,可對防滲部位涂覆一遍防滲涂料,其厚度可以薄一些(如0.20~0.30mm),有一定的漏滲效果。總之,涂層的厚度應根據涂料的質量及化學熱處理工藝等而定。同時,干燥后的涂層,必須均勻、完整、致密、無剝落、無裂紋。
(3)根據防滲齒輪的尺寸、形狀和面積大小,可以選擇刷涂、浸涂及噴涂等方法。
刷涂法:采用軟毛刷刷涂,第一次刷涂防滲涂料厚度1.0~1.5mm,在室溫下放置60min后刷涂第二次,總厚度達到1.5~2.0mm。兩次刷涂后,保證防滲部位不漏出(齒輪)金屬,涂層均勻,齒部表面不粘上防滲涂料。此方法適合于大型齒輪的局部防滲保護。
浸涂法:將齒輪需要防滲部分緩慢放入涂料槽內,停留10~20s后,再緩慢取出,輕輕甩掉或從齒輪下端刮去多余的涂料。第一浸涂后,在室溫下放置60min后可進行第二次浸涂,涂層達到要求厚度后,放置2~3h,待其完全干燥后即可進行化學熱處理。應注意涂層厚度的均勻性,一般以涂覆2次為宜。涂層總厚度以0.8~1.5mm為宜。此方法適合于形狀簡單的小齒輪整體或端頭局部防滲保護。
噴涂法:采用噴漆槍均勻噴涂防滲涂料,風壓為0.2~0.4MPa,一次噴涂厚度0.3~0.5mm,對于大型齒輪噴涂厚度可以厚一些。此方法適合于形狀復雜和大、中型齒輪的整體或局部防滲保護。
二、鍍銅防滲方法
1.非滲碳(或碳氮共滲)部位的電解鍍銅防滲方法
利用碳等元素在銅中擴散困難的原理,在防滲部位鍍上厚度在0.1mm以上的鍍銅層,使其在滲碳過程中碳原子不能滲入,其特點是不改變需要防滲工件的化學成分。采用此種防滲方法防滲效果好,但成本高,效率低,污染嚴重。
2.非氮化部位的電鍍金屬防滲方法
(1)局部鍍銅層0.012~0.015mm。要求形成無孔隙銅膜。
(2)局部鍍錫層0.012~0.015mm。當錫膜厚度>0.01mm時,為了防止流錫,可進行350℃左右加熱1~2h的均錫處理。
(3)局部鍍鎳層0.025~0.1mm。
(4)用熱鍍法鍍上一薄層錫0.004~0.008mm,鍍錫的防滲效果遠大于鍍銅。采用氯化銨作催滲劑進行氮化處理時,不得用鍍錫法而應用鍍鎳法。
三、機械防滲方法
1.堵塞和遮掩方法
對不需滲碳的孔用耐火土與水玻璃混合后將其塞住,也可將非滲碳面用石棉繩捆扎或用鋼套等掩蓋。此方法適合于防滲效果要求不太嚴格的齒輪。
2.防離子滲氮方法
采用以下機械防滲方法均可達到防離子滲氮要求。
(1)采用頂絲、銷釘、螺釘等對齒輪上孔和螺紋孔進行防滲保護。
(2)采用螺母對齒輪外螺紋進行保護。
(3)采用帶內螺紋孔或套保護齒輪外螺紋或齒輪外圓。
(4)采用心軸或壓蓋屏蔽齒輪內孔。
3.內螺紋防滲碳方法
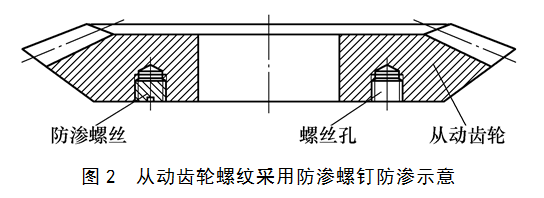
例如,從動齒輪安裝用螺紋孔的防滲,可采用防滲螺釘(材料A3等),通過手動(或電動、氣動)方式擰入防滲螺釘達到防滲碳的目的。此種方法的特點是,防滲效果較好,防滲螺釘可以反復使用,可取代原采用的涂覆防滲涂料方法。圖2為從動齒輪螺紋采用防滲螺釘防滲示意圖。
4.戴防滲螺母防滲方法
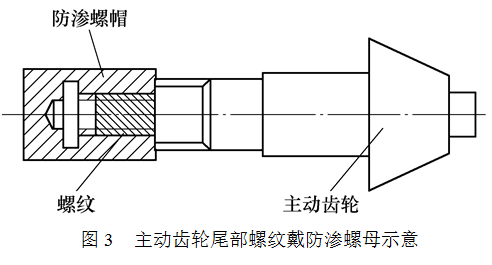
對熱處理前主動齒輪尾部螺紋采用戴不銹鋼(或耐熱鋼)做的防滲碳螺母(見圖3)方法進行防滲,螺母與齒輪花鍵端面應緊密貼合,使其在滲碳過程中碳原子不能滲入或少量滲入,以使螺紋淬火后獲得韌性好的低碳(或中碳組織)和低于40HRC的硬度,保證螺紋的使用。采用防滲螺母防滲特點是,防滲螺母可反復使用,但成本較高。
5.從動齒輪內孔的防滲方法
終端傳動從動齒輪尺寸為φ419mm(外圓直徑)×φ260mm(內孔直徑)×35mm(寬度),質量約為40kg,材料20Cr。
(1)機械防滲工藝
為簡化工序,實現滲碳后直接淬火,可采用機械防滲方法。從動齒輪滲碳時采用下面帶圓盤的三角架吊具成串裝夾,工件(由于自重)相互接觸十分緊密,滲碳氣氛很難從工件滲入內孔。同時設計一個防滲帽(見圖4),以解決吊具最上層的密封問題。要求防滲帽與工件端面接觸面車削平整(保證其平面度≤0.10mm)。裝爐時,先將吊具連同齒輪裝入爐內(齒輪上下應整齊擺放),然后在最上層蓋上防滲帽,靠其自重壓緊接觸面。滲碳后出爐時,先吊出防滲帽,再將齒輪吊出直接淬火。
(2)檢驗與效果
檢測防滲碳的端面硬度為241~269HBW,個別達到285HBW,淬火組織為索氏體+鐵素體,適合于機械加工。

四、防滲效果檢驗方法
涂覆涂層的防滲面經化學熱處理后,應具有良好的防滲性能,即防滲面能進行車、銑、刨等機械加工。在采用以上防滲方法進行防滲處理時,如果操作不當,經常會出現漏滲情況。齒輪防滲效果不良,將直接影響到產品質量。對此,應根據產品技術要求及其特點選擇以下一項或幾項進行防滲效果檢驗。
(1)硬度檢驗方法
檢測齒輪防滲部位(代表性或關鍵性)的上、中、下3個位置的硬度,如果硬度值低于產品技術要求,則判為合格。
(2)化學分析方法
化學熱處理后的試樣可采用化學等方法進行檢測,結果應無元素(碳、氮等)滲入。
(3)金相檢驗方法
通過解剖試樣或工件,檢驗其防滲部位表層有無滲碳(或滲氮、碳氮共滲)層,若發現有滲碳層(或滲氮層、碳氮共滲層),則表明防滲效果不合格。
(4)主動齒輪螺紋防滲效果的檢測方法
可以先擰緊(載重汽車驅動橋)主動錐齒輪尾部螺紋上的螺母,然后在扭力機上進行扭力臺架試驗,擰緊力矩1000N.m,然后再放置48h,如果螺紋沒有滑扣(滑扣即螺紋牙齒斷裂)情況,證明防滲效果合格。
五、防滲涂料的清理方法
齒輪經化學熱處理后,防滲部位上殘留的防滲涂料應進行清理。目前清理方法有水洗或自粉化、機械清理(如噴砂清理、鋼絲輪清理)及化學清理(如堿溶液清洗)等。介紹幾種有效的清理方法。
1.噴砂清理
采用手動壓縮空氣(0.5~0.6MPa)噴槍(嘴),經過壓縮空氣帶動(細)石英砂向螺紋部表面噴射清理。噴砂清理時注意,應及時轉動齒輪,不得過度清理某處,以防其尺寸減小。噴砂采用的壓縮空氣應經過濾,保證無油、無水。此方法特點是清理效率較高,但現場粉塵較大,應安裝除塵裝置。圖5為齒輪吹砂清理示意圖。

2.鋼絲輪清理
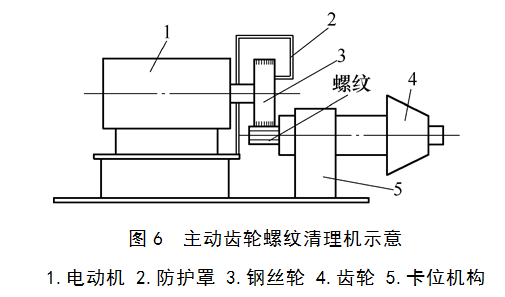
利用自制電動機帶動鋼絲輪傳動機構,設計并制成合理的主動齒輪卡位機構,以利于對主動齒輪尾部螺紋等進行均勻、徹底、安全的清理。此方法特點是清理干凈、效率高。主動齒輪螺紋清理機示意圖見圖6。
3.化學清理
將涂覆涂料部位浸泡在熱(60~80℃)的NaOH溶液(10%~15%,質量分數)中2~3h,可使其殘留的防滲涂層溶解。
作者:金榮植
單位:哈爾濱匯隆汽車箱橋有限公司

| |