
鋼材淬火工藝知識(shí)要點(diǎn),玩熱處理的,怎能不懂這些呢?
今天給大家分享的是關(guān)于鋼材的淬火的知識(shí)點(diǎn)!
本文知識(shí)要點(diǎn)如下:
1、淬火概念
2、淬火原理
3、淬火目的
4、淬火前的準(zhǔn)備
5、淬火規(guī)范
6、淬火操作
7、淬火工藝程序
8、檢驗(yàn)方法
9、傳統(tǒng)淬火存在的問(wèn)題
10、影響工件冷卻速度的因素
11、淬火氣體類(lèi)型對(duì)冷速的影響
12、四種常用的淬火氣體
13、不同結(jié)構(gòu)的氣流方式
14、縱橫截面圖
15、先進(jìn)淬火工藝
由于文章內(nèi)容過(guò)長(zhǎng),大家可以選取對(duì)自己有幫助的內(nèi)容學(xué)習(xí)!
淬火概念
淬火是指將鋼加熱到臨界溫度以上,保溫后以大于臨界冷卻速度的速度冷卻,使奧氏體轉(zhuǎn)變?yōu)轳R氏體的熱:處理工藝。
淬火原理
在氣淬過(guò)程中,工件的熱量主要靠循環(huán)氣體的強(qiáng)制對(duì)流傳熱帶走,在其他因素一定的情況下,對(duì)流換熱系數(shù)越大,淬火所經(jīng)歷的時(shí)間越短,冷卻速度越快。
淬火目的
1,提高工件的硬度和耐磨性,例如各種刃具,冷作模具。
2,賦予工件以需要的綜合機(jī)械性能,例如中碳鋼的調(diào)質(zhì)。
3,使工件獲得特殊的物理化學(xué)性能,例如對(duì)用磁鋼進(jìn)行淬火,可以增加其鐵磁性。
傳統(tǒng)淬火方法及常用介質(zhì)
淬火方法:單液淬火,雙液淬火,分級(jí)淬火,等溫淬火
常用淬火介質(zhì):水,水溶液,礦物油,熔鹽,熔堿
淬火前的準(zhǔn)備
1、 檢查工件表面,不允許有碰傷、裂紋、銹斑、油垢及其他臟物存在,油垢可用堿煮洗,銹斑可用噴砂或冷酸清洗。
2、準(zhǔn)備淬火所用的工具,檢查設(shè)備是否完好。
3、檢查控溫儀表指示是否正確。
4、工件形狀復(fù)雜的,其中有不需要淬硬的孔眼、尖角或厚度變化大的地方,為了防止變形和淬裂的危險(xiǎn)均應(yīng)采用堵塞或纏繞石棉的方法,使工件各部分加熱及冷卻溫度均勻。
5、要求工件表面不允許有氧化脫碳現(xiàn)象,要用硼砂酒精溶液涂覆。
淬火規(guī)范
1、加熱溫度
(1)亞共析鋼淬火加熱溫度為Ac3+30~50"C, 一般在空氣爐中加熱比在鹽浴中加熱高10~30C,采用油、硝鹽淬火介質(zhì)時(shí),淬火加熱溫度應(yīng)比水淬提高20"C左右。
(2)共析鋼、過(guò)共析鋼淬火加熱溫度為Ac1+30~50°C, 一般合金鋼淬火加熱溫度為Ac1或Ac3+30~50°C.
(3) 高速鋼、高鉻鋼及不銹鋼應(yīng)根據(jù)要求合金碳化物溶入奧氏體的程度選擇。過(guò)熱敏感性強(qiáng)及脫碳敏感性強(qiáng)的鋼,不易取.上限溫度。
(4)低碳馬氏體鋼淬透性較低,應(yīng)提高淬火溫度以增大淬硬性; 中碳鋼及中碳合金鋼應(yīng)適當(dāng)提高淬火溫度來(lái)減少淬火后片狀馬氏體的相對(duì)量,以提高鋼的韌性;高碳鋼采用低溫淬火或.快速加熱可限制奧氏體固溶碳量,而增加淬火后板條馬氏體的含量,減少淬火鋼的脆性。另外,提高淬火溫度還會(huì)增加淬火后的殘余奧氏體量。
2、加熱方法
(1)模具:室溫進(jìn)爐或300- -400°C進(jìn)爐, 并在550- -600C時(shí)等溫一段時(shí)間。
(2) 彈簧或原材料(調(diào)質(zhì)處理),可在淬火溫度時(shí)進(jìn)爐。
3、保溫時(shí)間
加熱與保溫時(shí)間由零件入爐到達(dá)指定工藝溫度所需升溫時(shí)間(t1),透熱時(shí)間(t2) 及組織轉(zhuǎn)變所需時(shí)間(t3) 組成。t1+t2由設(shè)備功率、加熱介質(zhì)及工件尺寸、裝爐數(shù)量等因素決定,t3則與鋼材的成分、組織及熱處理技術(shù)要求有關(guān)。普通碳鋼及低合金鋼在透熱后保溫5~15min 即可滿(mǎn)足組織轉(zhuǎn)變的要求,合金結(jié)構(gòu)鋼透熱后應(yīng)保溫15~25min。高合金工具鋼、不銹鋼等為了溶解原始組織中的碳化物,應(yīng)在不使奧氏體晶粒過(guò)于粗化的前提下,適當(dāng)提高奧氏體化溫度,以縮短保溫時(shí)間。
4、加熱速度
對(duì)于形狀復(fù)雜,要求畸變形小,或用合金鋼制造的大型鑄鍛件,必須控制加熱速度以保證減少淬火畸變及開(kāi)裂傾向,一般以30~70°C/h限速升溫到600~700C, 在均溫一段時(shí)間后再以50~100C/h速度升溫。形狀簡(jiǎn)單的中、低碳鋼、直徑小于400mm的中碳合金結(jié)構(gòu)鋼可直接到溫入爐加熱。
5、冷卻
(1)根據(jù)不同鋼材的種類(lèi)選擇冷卻方法(見(jiàn)《熱處理手冊(cè)》—工藝基礎(chǔ)P161- -162)。
(2)冷卻水溫不可超過(guò)40°C.
(3)當(dāng)工件冷卻到300- 400C時(shí),水的冷卻能力太強(qiáng),易使工件淬裂,尤其是當(dāng)工件過(guò)熱更易發(fā)生淬裂現(xiàn)象。
(4)工件在水中應(yīng)作上下左右移動(dòng)或?qū)⑺畯?qiáng)力攪動(dòng)。
(5)淬火油應(yīng)保持在20- -60°C.
(6)油池應(yīng)保持潔凈,經(jīng)常消除鹽渣或污濁雜質(zhì),一般2-3應(yīng)進(jìn)行換新或過(guò)濾處理。
6、淬火介質(zhì)的使用
(1)按照淬火介質(zhì)技術(shù)要求和冷卻性能,正確地選用各類(lèi)淬火介質(zhì)。
(2)淬火介質(zhì)不應(yīng)對(duì)熱處理工件產(chǎn)生嚴(yán)重銹蝕。
(3)水槽中的水、水溶液不應(yīng)含有過(guò)量有害物質(zhì)。
(4)油槽中的淬火油混入少量水是極其有害的,會(huì)造成淬火軟點(diǎn)或
畸變。其含水量應(yīng)小于0.05% (質(zhì)量分?jǐn)?shù))。
(5)將淬火介質(zhì)攪拌均勻后,從淬火槽有代表性的部位或中心部位
取適量介質(zhì)進(jìn)行分析。經(jīng)分析不符合技術(shù)要求時(shí),適當(dāng)調(diào)整,
甚至更換。
7、淬火槽
(1)淬火槽應(yīng)保持工件表面各部位冷卻均勻,一般應(yīng)有循環(huán)攪拌和冷卻裝置。
(2)淬火槽的容積應(yīng)適應(yīng)持續(xù)淬火和工件在槽中移動(dòng)的需要。
(3)應(yīng)及時(shí)清除淬火槽中的懸浮物和沉淀物。
(4)淬火槽要有槽蓋,停用時(shí)加蓋保護(hù)。油槽要定期清除。
(5)淬火槽應(yīng)裝備分辨力不大于5°C的測(cè)溫儀表。
淬火操作
1、工件浸入淬火介質(zhì)應(yīng)遵循的原則
(1)工件浸入淬火介質(zhì)前在空氣中預(yù)冷可以減少畸變,預(yù)冷時(shí)間t (s) =12+ (3~4) d,d是危險(xiǎn)截面厚度(mm)。
(2)工件在淬火介質(zhì)中應(yīng)根據(jù)其形狀,沿不同方向作適當(dāng)移動(dòng),以提高介質(zhì)的冷卻速度和減少工件畸變。
(3)軸類(lèi)和圓筒形工件,從加熱爐中取出后,應(yīng)預(yù)冷片刻,垂直浸入淬火槽。
(4)圓盤(pán)形和薄板形工件,應(yīng)使其軸向與液面平行浸入介質(zhì)。
(5)有凹面和不通孔的工件,凹面及不通孔開(kāi)口向上浸入介質(zhì),以利排除蒸汽。
2、單介質(zhì)淬火
工件在水中淬火冷至室溫的時(shí)間- -般是0. 2~0.3s/mm,大型軸類(lèi)工件為1.5~2s/mm,在軸中冷卻一般工件是9~ 13s/mm.
3、雙介質(zhì)淬火
工件在水一油雙介質(zhì)淬火時(shí),在水中停留時(shí)間: t (s) =K*D, 式中的D為工件最易開(kāi)裂出的厚度,K為常數(shù)。

4、分級(jí)淬火
分級(jí)淬火時(shí)鋼的臨界直徑比水淬和油淬都小,對(duì)于碳鋼和低合金鋼適用于小型工件(碳鋼小于15mm,合金鋼小于30mm)。工件尺寸大時(shí),由于分級(jí)冷卻速度緩慢,將得到非馬氏體組織。
5、貝氏體等溫淬火
(1)等溫淬火適應(yīng)于合金鋼及W (C) >0.6%的碳鋼的小截面工件。
(2)嚴(yán)格控制等溫槽溫度,防止大批工件浸入槽內(nèi)引起槽液溫度上升。
(3)為了提高等溫槽的冷卻速度,等溫槽中含水量可控制在0.2%~0.4% (質(zhì)量分?jǐn)?shù)),高者可達(dá)1%~2% (質(zhì)量分?jǐn)?shù))。即檫干并涂以防銹油,以防生銹。
(5)為了消除冷處理過(guò)程中產(chǎn)生的內(nèi)應(yīng)力、工件深冷后應(yīng)進(jìn)行低溫回火。
(6)一般鋼冷處理后不回火,高速鋼可在回火一次后進(jìn)行冷處理。
6、冷處理
(1)工件淬火未冷至室溫不得放入冷裝置,以免開(kāi)裂。
(2)工件不易直接放入低溫冷卻液(干冰+酒精)。應(yīng)先放入充有空氣的低溫箱,使之冷透后再投入冷室。
(3)工件放入冷裝置后,儀器指示到預(yù)定低溫后,應(yīng)保持1.5~2h。
(4)工件從冷室取出后空冷,空氣中的水會(huì)在表面結(jié)霜,應(yīng)立即檫干并涂以防銹油,以防生銹。
(5)為了消除冷處理過(guò)程中產(chǎn)生的內(nèi)應(yīng)力、工件深冷后應(yīng)進(jìn)行低溫回火。
(6)一般鋼冷處理后不回火,高速鋼可在回火一次后進(jìn)行冷處理。
7、工件的校正
(1)碳素鋼冷卻到150--200°C時(shí)取出在空氣中校正。
(2)合金鋼及高速鋼冷到200- -250°C時(shí)取出在空氣中校正。
(3)工件應(yīng)在加熱條件下校直時(shí),加熱溫度不得超過(guò)回火溫度。
淬火工藝程序
除油—除銹—涂保護(hù)劑—涼干—進(jìn)爐—加熱—等溫—升溫—保溫—淬火—(水或油或其他)—檢驗(yàn)—(回火,見(jiàn)回火工藝)
檢驗(yàn)方法
1、外觀檢驗(yàn)
工件表面不允許有裂紋和有害的傷痕(必要時(shí)可用磁粉探傷或其他無(wú)損檢測(cè)方法檢測(cè))。鍛造余熱淬火工件,表面不能有折疊等缺陷。
2、表面硬度
硬度必須滿(mǎn)足技術(shù)要求,根據(jù)不同類(lèi)型的工件,不能超過(guò)表面硬度的誤差范圍。

3、金相組織
(1)中碳鋼和中碳合金結(jié)構(gòu)鋼淬火后一般應(yīng)得到馬氏體。
(2)高碳工具鋼和高碳低合金工具鋼(包括軸承鋼)正常淬火組織是均勻分布的未溶碳化物+隱晶馬氏體(或少量細(xì)片狀馬氏體)。
(3)高速鋼淬火通常以晶粒度控制淬火質(zhì)量。
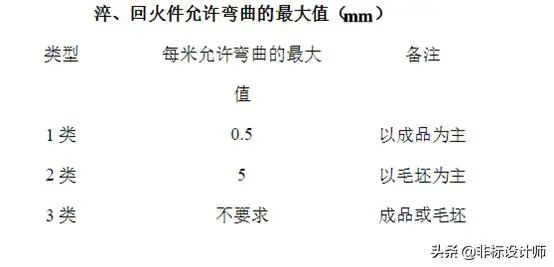
4、畸變
淬火回火的畸變?cè)试S值不得超出下表的規(guī)定:
傳統(tǒng)淬火存在的問(wèn)題
1、氧化和脫碳
使工件的尺寸減小,表面含碳量下降,表面粗糙度增大,還會(huì)嚴(yán)重影響到淬火時(shí)冷卻的速度,造成軟件或硬度不足,耐磨性和疲勞強(qiáng)度下降。
2、過(guò)熱和過(guò)燒
加熱溫度過(guò)高或加熱時(shí)間過(guò)長(zhǎng),會(huì)引起奧氏體晶粒長(zhǎng)大變粗,生成的馬氏體也粗化,這種現(xiàn)象叫做過(guò)熱。過(guò)熱的工件幾乎不能防止淬火裂紋產(chǎn)生。
3、軟點(diǎn)和硬度不足
工件或剛才淬火硬化后,表面硬度偏低的小區(qū)域稱(chēng)為軟點(diǎn)。軟點(diǎn)可用銼刀檢查,容易錯(cuò)動(dòng)的地方就是軟點(diǎn)所在位置。零件進(jìn)入介質(zhì)的方式是造成軟點(diǎn)和硬度不足的重要原因。
4、淬火裂紋
淬火裂紋是工件在淬火冷卻過(guò)程中產(chǎn)生的裂紋。這種裂紋是工件進(jìn)入冷卻介質(zhì)中不久之后,溫度降低的時(shí)候產(chǎn)生的。
影響工件冷卻速度的因素
主要有淬火氣體壓力、淬火氣體流量、淬火氣體類(lèi)型、換熱器的換熱能力、爐膛結(jié)構(gòu)和爐膛內(nèi)工件布置方式等。其中對(duì)冷卻速度影響最為顯著的因素是淬火氣體的壓力和流率。
淬火氣體類(lèi)型對(duì)冷速的影響
在相同的溫度和壓力下,高壓氣淬所用的淬火氣體密度應(yīng)小,以減小通過(guò)淬火回路流動(dòng)時(shí)所需風(fēng)機(jī)功率;比熱應(yīng)大,能從工件上移去更多的熱量;導(dǎo)熱系數(shù)應(yīng)大,以減小氣體流動(dòng)時(shí)對(duì)流傳熱邊界層的熱阻。
四種常用的淬火氣體
氫氣、氦氣、氮?dú)夂蜌鍤?/p>
其冷卻能力依次是氫氣>氦氣>氮?dú)?gt;氬氣。
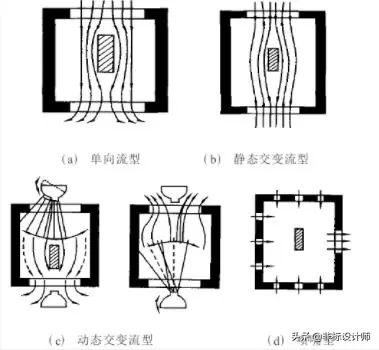
不同結(jié)構(gòu)的氣流方式
縱橫截面圖

先進(jìn)淬火工藝介紹
真空高壓氣冷淬火
真空高壓氣淬作為一種真空熱處理技術(shù),起始于二十世紀(jì)七十年代,它具有油冷淬火、鹽浴淬火不可比擬的優(yōu)點(diǎn):
①工件表面質(zhì)量好無(wú)氧化、無(wú)增碳;
②淬火均勻性好,工件變形小;
③淬火強(qiáng)度可控性好冷卻速度能通過(guò)改變氣體壓力和流速進(jìn)行控制;
④生產(chǎn)率高;
⑤無(wú)環(huán)境污染等。
在近三十年時(shí)間內(nèi),真空高壓氣淬技術(shù)得到了迅速發(fā)展、推廣和應(yīng)用,特別是隨著淬火壓力的提高,使得真空熱處理的材質(zhì)范圍進(jìn)一步擴(kuò) 大,工件淬火硬度和可淬硬尺寸得到了明顯提高。

激光淬火
激光淬火是利用激光將材料表面加熱到相變點(diǎn)以上,隨著材料自身冷卻,奧氏體轉(zhuǎn)變?yōu)轳R氏體,從而使材料表面硬化的淬火技術(shù)。
優(yōu)點(diǎn):
1.淬火硬度比常規(guī)方法高、淬火層組織細(xì)密、強(qiáng)韌性好。
2.激光加熱速度快,熱影響區(qū)小,又是表面掃描加熱淬火,即瞬間局部加熱淬火,所以被處理的模具變形很小。幾乎不破壞表面粗糙度。
3.激光束發(fā)散角很小,具有很好的指向性,能夠通過(guò)導(dǎo)光系統(tǒng)對(duì)模具表面進(jìn)行精確的局部淬火。

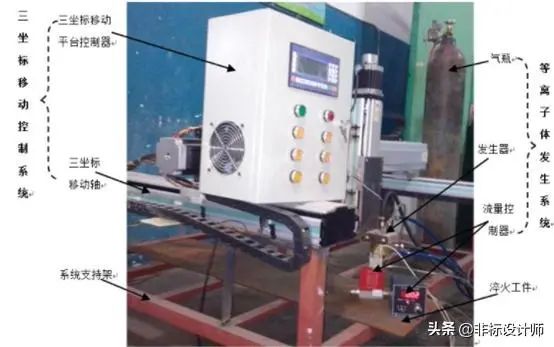
等離子淬火
等離子弧表面淬火是應(yīng)用等離子束將金屬材料表面加熱到相變點(diǎn)以上,隨著材料自身的冷卻,奧氏體轉(zhuǎn)變成馬氏體,在表面形成由超細(xì)化馬氏體組成的硬化帶,具有比常規(guī)淬火更高的表面硬度和強(qiáng)化效應(yīng)。
優(yōu)點(diǎn):
用等離子弧熱源進(jìn)行表面淬火具有與激光淬火相同的一些優(yōu)點(diǎn),更具有激光淬火無(wú)法比擬的顯著優(yōu)點(diǎn):
1.等離子弧表面淬火設(shè)備只需在普通應(yīng)用的等離子弧發(fā)生器的基礎(chǔ)上作些改進(jìn)即可實(shí)現(xiàn)表面淬火要求,在技術(shù)上、制造上都很容易實(shí)現(xiàn)。而目前國(guó)內(nèi)只能生產(chǎn)功率較低的激光表面淬火設(shè)備,限制了激光表面淬火技術(shù)的應(yīng)用范圍。
2.在激光淬火前,工件需進(jìn)行磷化即黑化處理,以提高光的吸收系數(shù),這樣就增加了淬火工序,并且,黑化質(zhì)量對(duì)激光熱處理的效果影響很大,而等離子表面淬火不需類(lèi)似的工序即可完成。
3.由于技術(shù)和設(shè)備的原因,目前激光器的工業(yè)效率(即電光能量轉(zhuǎn)換效率)很低,不超過(guò)15%,而等離子弧表面淬火設(shè)備的熱效率要高出許多。
4.激光表面淬火設(shè)備的價(jià)格昂貴,體積龐大,對(duì)操作人員的技術(shù)要求高,造成安裝場(chǎng)地要求高,生產(chǎn)成本高,而等離子弧表面淬火設(shè)備價(jià)格便宜,體積小,降低了生產(chǎn)成本。
5.由于激光設(shè)備的原因,激光淬火在內(nèi)孔表面等部位的淬火長(zhǎng)度受到限制,等離子弧表面淬火通過(guò)采用合適的工裝,可以實(shí)現(xiàn)對(duì)深孔表面強(qiáng)化。
缺點(diǎn):
等離子弧表面淬火外部影響因素很多,在淬火過(guò)程中都需要控制,對(duì)實(shí)現(xiàn)穩(wěn)定的淬火工藝增加了難度。等離子弧表面淬火對(duì)于工件的小的局部,窄的溝、槽等表面實(shí)現(xiàn)比較困難,而且,硬化層深度較淺,有一定的應(yīng)用限制。
—END—
掃二維碼分享給你的朋友。2、點(diǎn)下面的鏈接分享到朋友圈。")
| |
|
? 請(qǐng)關(guān)注 微信公眾號(hào): steeltuber. 轉(zhuǎn)載請(qǐng)保留鏈接: http://m.yaqiao.net.cn/Steel-Knowledge/ZhanHuo.html
|