
典型案例:汽車曲軸失效分析
曲軸是汽車發(fā)動(dòng)機(jī)最重要、最關(guān)鍵的零件,也是其核心運(yùn)動(dòng)部件。曲軸生產(chǎn)質(zhì)量的好壞直接影響發(fā)動(dòng)機(jī)的性能及壽命。巴西生產(chǎn)的發(fā)動(dòng)機(jī)曲軸在運(yùn)行很短時(shí)間后,發(fā)生斷裂(見(jiàn)圖1、圖2)。本文通過(guò)對(duì)斷裂曲軸進(jìn)行的宏觀、微觀和化學(xué)成份等方面的綜合分析,找出失效發(fā)動(dòng)機(jī)曲軸斷裂的主要原因,為以后曲軸質(zhì)量的改進(jìn)提高提供依據(jù)。

1.檢測(cè)結(jié)果與分析
(1)化學(xué)成分分析
試樣的化學(xué)成分見(jiàn)表1。從表1中可以明顯看出,化學(xué)成分各元素含量符合技術(shù)要求。
表1 試樣的化學(xué)成分(質(zhì)量分?jǐn)?shù)) (%)
元素名稱 | C | Si | Mn | P | S | Cr | Mo | Ni | Cu | Al |
技術(shù)要求 | 0.35~0.41 | 0.20~0.65 | 1.3~1.65 | ≤0.025 | ≤0.025 | 0.1~0.2 | ≤0.10 | ≤0.20 | ≤0.25 | ≤0.01 |
檢 測(cè) 值 | 0.39 | 0.54 | 1.52 | 0.019 | 0.017 | 0.145 | 0.04 | 0.099 | 0.01 | — |
(2)宏觀分析
曲軸在第3連桿斷裂失效,而不是在更高負(fù)載的后部第6連桿。裂紋源的位置不在關(guān)鍵的感應(yīng)淬火圓角位置,而是在鍛造面上(見(jiàn)圖2~圖5),因此,故障位置顯示斷裂的根本原因是曲軸的質(zhì)量問(wèn)題,而不是由于發(fā)動(dòng)機(jī)過(guò)載斷裂。
從圖3、圖4可以看出,裂紋由多條裂紋源引發(fā),且裂紋源均在4主軸頸凸臺(tái)上部的膀臂上,裂紋面檢查發(fā)現(xiàn)光滑的彎曲疲勞破壞,顯示一個(gè)非常大的疲勞裂紋增長(zhǎng)。由此推斷認(rèn)為是發(fā)動(dòng)機(jī)運(yùn)行很短時(shí)間后,裂紋迅速擴(kuò)展并最后斷裂。曲軸瞬斷區(qū)面積較小,可以判定曲軸在使用過(guò)程中受到外力作用并不大,這也說(shuō)明不是由于發(fā)動(dòng)機(jī)過(guò)載引起斷裂。
從圖2、圖3、圖5中可以看出,該曲軸第4主軸頸和第3連桿發(fā)生拉瓦現(xiàn)象,軸頸拉瓦劃痕較深,軸頸表面顏色較黑。主軸頸斷裂一側(cè)的凸臺(tái)有燒傷痕跡,但是沒(méi)有劃痕現(xiàn)象,其它軸頸較好,無(wú)拉瓦燒瓦等痕跡。圖5中用4%的硝酸酒精侵蝕后發(fā)現(xiàn),圓角位置淬火層輪廓良好,軸頸位置有明顯的二次淬火現(xiàn)象。

(3)淬火深度和淬火輪廓分析
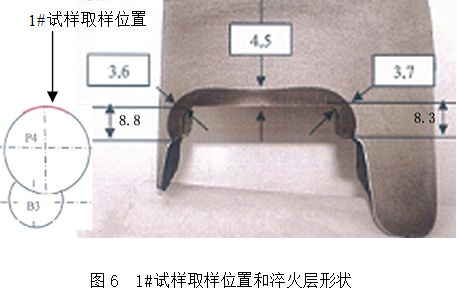
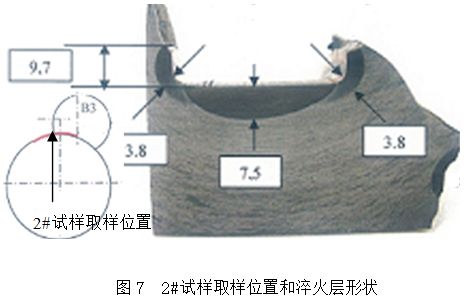
第4主軸分解、取樣對(duì)淬火層進(jìn)行檢驗(yàn),取樣位置分別見(jiàn)圖6、圖7。1#試樣淬火層輪廓形狀良好,圓角部位淬火層輪廓飽滿圓潤(rùn),軸頸部位淬火層有輕微的馬鞍形。2#試樣淬火層輪廓形狀良好,圓角淬火層輪廓圓潤(rùn)飽滿,而軸頸部位明顯有兩次淬火的痕跡,即二次淬火。
依據(jù)GB/T5617-2005《鋼的感應(yīng)淬火或火焰淬火后有效硬化層深度的測(cè)定》檢測(cè)方法,對(duì)淬火層深度進(jìn)行梯度檢測(cè),檢測(cè)結(jié)果見(jiàn)表2。從表2中可以看出,1#、2#試樣圓角位置淬火層深度都滿足技術(shù)要求。
1#試樣軸頸位置淬火層深度為0mm,淬火層各個(gè)位置HRC硬度都低于49HRC。
2#試樣軸頸淬火層深度大于6mm,從圖7中可以看出,軸頸兩次淬火層重疊,且二次淬火層深度明顯大于一次淬火層。所以2#試樣軸頸淬火層深度檢測(cè)的是二次淬火層深度。
表2 4主軸淬火層深度
檢測(cè)位置/mm | 1#試樣淬火層深度 | 2#試樣淬火層深度 | ||||
左圓角 淬火層 硬度HRC | 中間淬 火層硬 度HRC | 右圓角 淬火層 硬度HRC | 左圓角 淬火層 硬度HRC | 中間淬 火層硬 度HRC | 右圓角 淬火層 硬度HRC | |
0.5 | 53 | 36 | 54 | 44 | 57 | 41 |
1.0 | 53 | 42 | 54 | 44 | 56 | 44 |
1.5 | 52 | 45 | 54 | 44 | 55 | 45 |
2.0 | 52 | 47 | 53 | 46 | 55 | 45 |
2.5 | 51 | 48 | 51 | 45 | 54 | 45 |
3.0 | 45 | 47 | 48 | 43 | 51 | 44 |
3.5 | 31 | 44 | 28 | 39 | 50 | 43 |
4.0 | 21 | 38 | 21 | 26 | 51 | 23 |
4.5 | — | 21 | — | 22 | 51 | 21 |
5.0 | — | — | — | — | 48 | — |
5.5 | — | — | — | — | 47 | — |
6.0 | — | — | — | — | 48 | — |
淬火深度/mm | 3 | 0 | 3.25 | 2.5 | ﹥6 | 2.5 |
技術(shù)要求/mm | ﹥1.8 | ﹥2.5 | ﹥1.8 | ﹥1.8 | ﹥2.5 | ﹥1.8 |
淬火層輪廓深度的檢測(cè)結(jié)果見(jiàn)表3。從表3中可以看出,圓角和軸頸淬火層輪廓深度都符合技術(shù)要求。
表3 4主軸淬火層輪廓深度
檢測(cè)位置 | 1#試樣淬火輪廓深度 | 2#試樣淬火輪廓深度 | ||||
左圓角淬 火輪廓深度 | 中間淬火 輪廓深度 | 右圓角淬 火輪廓深度 | 左圓角淬 火輪廓深度 | 中間淬火 輪廓深度 | 右圓角淬火 輪廓深度 | |
輪廓深度/mm | 3.6 | 4.5 | 3.7 | 3.8 | 7.5 | 3.8 |
技術(shù)要求/mm | ﹥1.8 | ﹥2.5 | ﹥1.8 | ﹥1.8 | ﹥2.5 | ﹥1.8 |
(4)微觀分析
對(duì)1#試樣軸頸淬火層進(jìn)行金相檢測(cè),發(fā)現(xiàn)軸頸表面金相組織主要由粗大馬氏體、少量鐵素體組成,往里則依次出現(xiàn)索氏體、珠光體、鐵素體等組織,具體見(jiàn)圖8。軸頸表面有輕微的脫碳現(xiàn)象,脫碳層最深大約有39μm。

產(chǎn)生這種組織的原因主要是軸頸與軸瓦之間缺少潤(rùn)滑油,軸頸與軸瓦之間無(wú)法形成油膜,造成二者之間干摩擦。當(dāng)曲軸軸頸和連桿軸頸的油道或油孔堵塞,造成發(fā)動(dòng)機(jī)曲軸軸頸與軸瓦之間由于沒(méi)有油膜保護(hù)而出現(xiàn)嚴(yán)重干磨,接觸表面達(dá)到極限高溫,曲軸頸與軸瓦之間就相互咬死、燒結(jié),在軸頸表面發(fā)生二次淬火及高溫回火。當(dāng)軸頸表面層的瞬間溫度超過(guò)鋼的Ac1點(diǎn),軸頸表面就會(huì)出現(xiàn)二次淬火馬氏體,而在軸頸表層下由于溫度梯度大,時(shí)間短,只能形成高溫回火組織。這就是為什么1#試樣淬火區(qū)出現(xiàn)索氏體,2#試樣出現(xiàn)二次淬火組織的原因。
2.討論
從化學(xué)成分、宏觀斷口、淬火深度和淬火輪廓、淬火層金相組織檢測(cè)結(jié)果來(lái)看,無(wú)法找出曲軸斷裂的真正原因。
本文隨后又對(duì)斷裂部位進(jìn)行深入研究,目視檢查發(fā)現(xiàn)曲軸1連兩側(cè)曲柄鍛造幾何尺寸與各連桿曲柄鍛造幾何尺寸(包括斷裂位置曲柄鍛造幾何尺寸)明顯不同,見(jiàn)圖9。從圖9中可以看出,第一連桿兩側(cè)曲柄鍛造幾何尺寸過(guò)渡平穩(wěn),而其余連桿兩側(cè)曲柄鍛造幾何尺寸明顯與圖紙技術(shù)要求(圖10)不相符。從圖10中可以明顯看出,實(shí)際鍛造輪廓與技術(shù)要求相差較大,本應(yīng)平穩(wěn)過(guò)渡的失效位置,成為有幾何形狀的削弱位置。其中鍛件輪廓削弱最明顯的是在6曲柄,即第3連桿和第4主軸間曲柄。這說(shuō)明模具設(shè)計(jì)不合理。


在失效位置切取試樣,進(jìn)行微觀分析,結(jié)果詳見(jiàn)圖11。從圖中可以明顯看出,試樣表面有明顯脫碳現(xiàn)象,脫碳層深度大約有388μm。

脫碳是鋼材加熱時(shí)表面碳含量降低的現(xiàn)象。脫碳層的組織特征:脫碳層由于碳被氧化,反映在化學(xué)成分上其含碳量較正常組織低;反映在金相組織上其滲碳體(Fe3C)的數(shù)量較正常組織少;反映在力學(xué)性能上其強(qiáng)度或硬度較正常組織低。
零件上不加工的部分(黑皮部分)脫碳層全部保留在零件上,這將使性能下降,疲勞強(qiáng)度降低,導(dǎo)致零件在使用中過(guò)早地發(fā)生疲勞損壞。
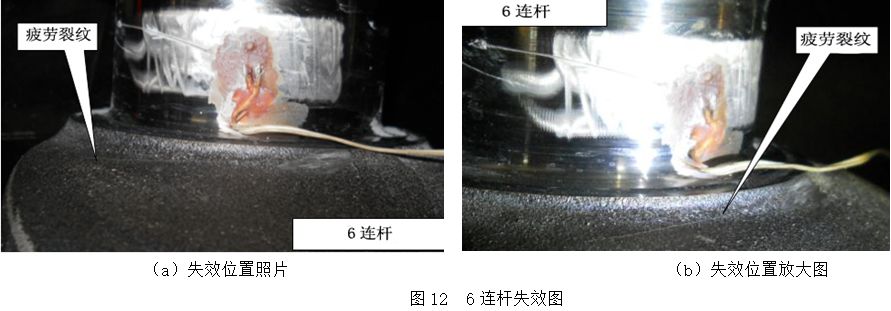
為驗(yàn)證疲勞強(qiáng)度,對(duì)失效曲軸鍛造曲柄輪廓良好的第1連桿和鍛造曲柄輪廓不好的第6連桿進(jìn)行彎曲疲勞試驗(yàn)。結(jié)果見(jiàn)表4。從表4中可看出,鍛造曲柄輪廓不好的第6連桿疲勞強(qiáng)度(失效圖見(jiàn)圖12)明顯比鍛造曲柄輪廓良好的第1連桿差。
表4 疲勞試驗(yàn)
試驗(yàn)部位 | 扭矩 | 實(shí)際循環(huán)次數(shù) | 技術(shù)要求循環(huán)次數(shù) |
1連桿 | 3870 | 1,931,511 | 1×107 |
6連桿 | 3870 | 526,733 | 1×107 |
3.解決措施
(1)改進(jìn)模具,對(duì)與技術(shù)要求不符的位置進(jìn)行改進(jìn)。
(2)防止脫碳。防止脫碳的對(duì)策主要有以下幾方面:工件加熱時(shí),盡可能地降低加熱溫度及在高溫下的停留時(shí)間,合理地選擇加熱速度以縮短加熱的總時(shí)間;造成及控制適當(dāng)?shù)募訜釟夥眨钩尸F(xiàn)中性或采用保護(hù)性氣體加熱,為此可改進(jìn)加熱爐;熱壓力加工過(guò)程中,如果因?yàn)橐恍┡既灰蛩厥股a(chǎn)中斷,應(yīng)降低爐溫以待生產(chǎn)恢復(fù),如停頓時(shí)間很長(zhǎng),則應(yīng)將坯料從爐內(nèi)取出或隨爐降溫;高溫加熱時(shí),鋼的表面利用覆蓋物及涂料保護(hù)以防止氧化和脫碳。
4.結(jié)語(yǔ)
(1)疲勞斷裂源頭發(fā)生在設(shè)計(jì)不合理的表面而不是加工和淬火的圓角半徑,這表明,設(shè)計(jì)不合理的表面有一個(gè)低于預(yù)期的疲勞強(qiáng)度,所以必須在產(chǎn)品設(shè)計(jì)中加以重視。
(2)在鍛造過(guò)程中的控制水平,導(dǎo)致產(chǎn)品的脫碳偏高,表面組織與心部組織產(chǎn)生較大的差異,也是影響產(chǎn)品強(qiáng)度偏低的一個(gè)因素,必須加強(qiáng)產(chǎn)品生產(chǎn)的過(guò)程控制,保證產(chǎn)品質(zhì)量的穩(wěn)定性。
作者:林棟,文登恒潤(rùn)鍛造有限公司
徐俊峰、鄧軍偉、蔡嬋嬋,天潤(rùn)曲軸股份有限公司
掃二維碼分享給你的朋友。2、點(diǎn)下面的鏈接分享到朋友圈。")
| |
|
? 請(qǐng)關(guān)注 微信公眾號(hào): steeltuber. 轉(zhuǎn)載請(qǐng)保留鏈接: http://m.yaqiao.net.cn/Steel-Knowledge/1604048554.html
|