
[淬火工藝] 壓力淬火和冷模淬火
在進行傳統(tǒng)的浸淬時,有許多圓形零件、扁平零件或筒形零件的變形難以接受。汽車齒圈就是非常明顯的例子。這種情況下,就需要采用特殊的工藝。然而,需要強調(diào)的是,這些特殊的工藝設(shè)備價格昂貴且生產(chǎn)速度較慢。因此,由此產(chǎn)生的熱處理成本相對較高。這樣,只有在強制要求最小變形時才考慮使用這些工藝。壓力淬火與強烈淬火密切相關(guān),后者將在本書的其他章節(jié)討論。
壓力淬火
使用最廣泛的特殊工藝可能是壓力淬火。為了實現(xiàn)控制淬火的最大優(yōu)勢并最大限度地減少加熱循環(huán)引起的變形,必須制造壓力淬火模具以提供適當(dāng)?shù)拇慊鹩土髁坎⒈3执慊鹆慵年P(guān)鍵尺寸。在壓力淬火中,模具與熾熱的零件接觸,且淬火壓床的壓力以機械方式與零件匹配,這往往發(fā)生在淬火開始之前,這時,零件是熾熱的、可塑的。然后機器和模具以受控的方式迫使淬火介質(zhì)與零件接觸。
淬火劑的流量和流速由淬火壓床控制,流量的分布由模具控制。淬火的速度取決于淬火介質(zhì)和淬火油的流速。冷卻速度可以通過調(diào)節(jié)淬火油流過模具的速度來控制。
淬火模具的設(shè)計有明確的原則,基礎(chǔ)設(shè)備已經(jīng)標(biāo)準(zhǔn)化。雖然一些基本類型的模具可用于某些典型形狀的工件淬火,但為了適應(yīng)和顧及到某一特定的零件,還需要額外的模具零件。如果要利用受控淬火的優(yōu)勢,應(yīng)該就特定的模具要求咨詢制造商。
當(dāng)使用適當(dāng)?shù)脑O(shè)備和正確設(shè)計的模具對精確且均勻加工的齒輪進行淬火時,淬火后圓柱度和平面度公差為 0.025 至 0.050 毫米(0.001 至 0.002 英寸)是齒圈等零件的常見要求。所有模具設(shè)計中最重要的因素是在熱處理之前將模具接觸面與工件的表面相關(guān)聯(lián)。
淬火壓力機床
這些淬火壓床有一個油槽和帶有閥門及時間控制的淬火液循環(huán)泵系統(tǒng),因此在淬火循環(huán)的所有階段—流過模具的淬火液體積和流量—都會自動改變?yōu)轭A(yù)設(shè)值,以滿足零件的淬火要求。內(nèi)置的循環(huán)泵系統(tǒng)和油槽將所需的外部淬火介質(zhì)的供應(yīng)減少到大約132升/分鐘(35 加侖/分鐘),也可以提供高達 852升/分鐘(225 加侖/分鐘)或更多的淬火液,這取決于機器的大小。所需的淬火介質(zhì)取決于所需的吸熱和介質(zhì)的溫升。由于模具的通道將所有淬火液引導(dǎo)至靠近工件的位置,因此無需再增加外來的淬火液,而導(dǎo)致浪費和未利用的溢流。
許多淬火壓力機床都配備了淬火液循環(huán)系統(tǒng),以便在淬火循環(huán)期間可以改變淬火油流量。這種做法只是利用了時間-溫度-轉(zhuǎn)換(TTT)特性。也就是說,淬火油首先以高速率(超過757l/min或200 gal/min)流動,以便使工件盡快冷卻 TTT曲線鼻部以下。當(dāng)?shù)陀?60 oC (500oF)轉(zhuǎn)變?yōu)轳R氏體時,延緩流動(低至132 l/min 或 35 gal/min)。如果淬火壓床用于高產(chǎn)量,則在馬氏體轉(zhuǎn)變接近完成時可能會增加淬火油流量,以更快地完成循環(huán)并使淬火壓床用于下一個零件。
淬火壓床的類型
基于“快速釋放”或脈沖原理的壓力淬火機床可用于手動或全自動裝置。在這種壓力淬火機床中,工件以通常的方式放置在下模上。“脈沖”是由施加到零件上的上模壓力間歇釋放產(chǎn)生,它通過消除模具的接觸摩擦使零件在正常熱收縮期間“呼吸”。這部分的時間大約需要20 秒,在此期間,脈沖以大約每2秒一次的頻率發(fā)生。在脈沖期間保持最大淬火油流量。在手動機器中,淬火油流量減少并最終增加以加速操作,如上所述。
設(shè)計用于相對高產(chǎn)量的自動壓床(圖 10.2.6),也是利用脈沖原理。在這個特定的工藝中,將熾熱的齒輪放置在機器前面(位置1)的擴展下模上。然后,下模和工件移動到淬火室的中心(位置2)。上部機構(gòu)(包括壓環(huán)和擴展錐)向下移動接觸工件和下模擴展機構(gòu),然后關(guān)閉淬火室門。接著淬火油的脈動和流動(約757升/分鐘,或 200 加侖/分鐘)持續(xù)大約 20 秒。按照這個預(yù)定的時間間隔,脈沖停止,上模上升。輔助淬火室的門打開,讓它充滿油。然后卸料器的鉗口將工件從下模轉(zhuǎn)移到輔助淬火室(位置 3)進一步冷卻。然后淬火室門關(guān)閉,密封輔助淬火室。
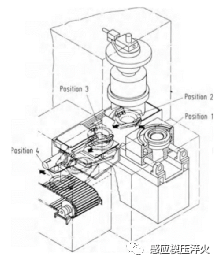
圖10.2.6 使用脈沖原理的四位自動齒輪壓力淬火機床剖視圖。
初始淬火室中的淬火油立即排出,下模移動到裝載位置,為下一個工件做好準(zhǔn)備。當(dāng)下一個工件正在淬火時,輔助淬火室中的零件仍處于淬火油液面以下,被排放到輸送帶(位置4),并從淬火油中輸送出來時進一步冷卻。通過這種方法已經(jīng)以每分鐘兩個的速度完成了環(huán)形齒輪的淬火,當(dāng)檢查替代方案(通常是更多的精加工余量和/或某種形式的矯直)時,這可能被認(rèn)為是非常好的。然而,與正常的從爐中淬火相比,這種操作被認(rèn)為是緩慢乏味,且價格昂貴。
冷、干模淬火
常用的淬火介質(zhì)通常是液體或氣體,薄的扁平圓盤或設(shè)計復(fù)雜的工件,在傳統(tǒng)介質(zhì)中淬火會產(chǎn)生不可接受的變形。
解決此類問題的一種方法是利用各種形式的冷的、扁平的或異形模具,這取決于被淬火零件的形狀。如果只涉及到幾個零件,模具不需要特殊冷卻,只要在另一個零件淬火之前允許它們冷卻即可。模具通常用于靠近奧氏體化操作的某種類型的淬火壓床。
作為干模淬火的一個實例,由 AISI 1095 鋼制成的直徑相對較大、3.2 毫米(1/8 英寸)厚的圓盤在788oC(1450 oF)下進行奧氏體化,一次一個依次從爐子中取出,然后迅速落入由銅制成的下模(用于高導(dǎo)熱性)并通過水管冷卻。當(dāng)工件落到下模上時,啟動淬火壓床,上模(也由銅制成,水冷)牢固地落到工件上并保持它,同時它冷卻得非常快,模擬水淬的速度。圓盤被硬化而不產(chǎn)生變形,但操作緩慢且單調(diào)乏味。
幾乎任何形式的干式模具淬火都是緩慢且昂貴的,不應(yīng)考慮用于常規(guī)應(yīng)用。然而,有一些特殊的應(yīng)用,成本是合理的。灰鑄鐵由于含有大量的集結(jié)石墨而成為優(yōu)良的散熱片,是干式模具淬火夾具的優(yōu)良材料。
摘譯自Theory and technology of quenching a handbook《淬火理論與技術(shù)手冊》
作者:霍華德·E·博耶
譯者:彭智泓

| |
|
? 請關(guān)注 微信公眾號: steeltuber. 轉(zhuǎn)載請保留鏈接: http://m.yaqiao.net.cn/Steel-Knowledge/1624430082.html
|